摩擦焊接:这块金属旋转着怼上去,居然就焊住了?
真不是魔术。第一次在车间见到摩擦焊接,我盯着那根飞速旋转的钢棒,看着它猛地怼上另一块静止的金属——没有火花四溅,没有刺眼的电弧,连焊条都没用。几秒钟后,接头处挤出一圈均匀的飞边,冷却下来一敲,比母材还结实。我当时就想:这不科学啊?但这就是摩擦焊接,一种非常“暴力”又极其精密的固态连接方法。
到底怎么“焊”上的?
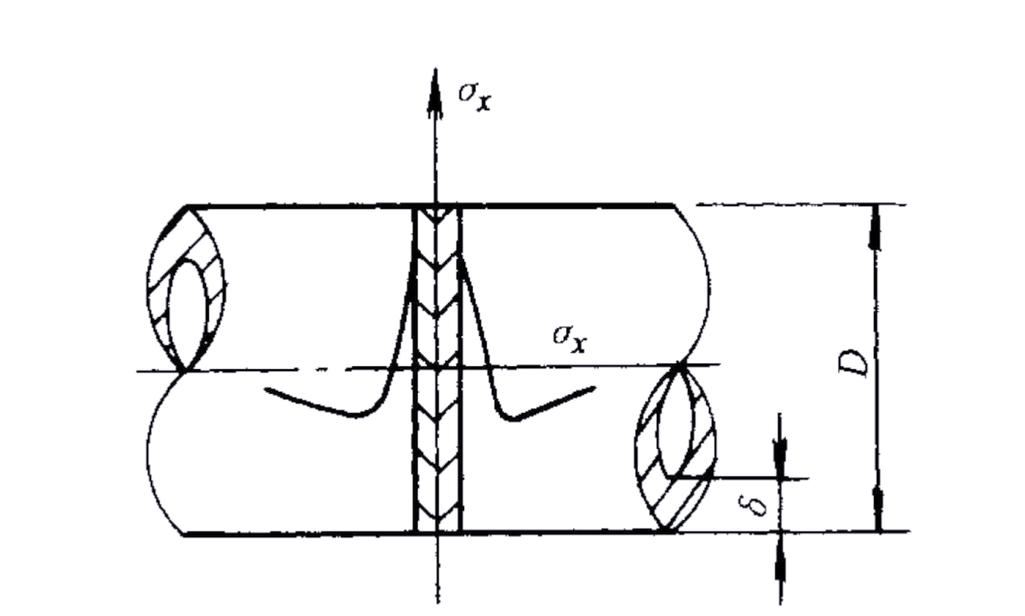
原理说起来简单得让人怀疑。两种金属,一个旋转,一个不动,在巨大轴向压力下相互摩擦。界面温度急剧上升,但始终低于母材熔点。金属软化,变成塑性状态,界面氧化物和杂质被挤出,新鲜金属原子直接接触,在压力下扩散结合——焊了。整个过程就三阶段:摩擦加热、顶锻、保压。没有任何填充材料,也不需要保护气体。你说神奇不神奇?
 摩擦焊接过程高速摄影照片
摩擦焊接过程高速摄影照片
其实这技术比很多人想的要古老。专利能追溯到1891年,真正工业应用是上世纪50年代。苏联人玩得最早,汽车传动轴、刀具都开始用。现在呢?航空发动机的涡轮盘、汽车轮毂、甚至航天器的燃料贮箱,都在用摩擦焊。为什么?因为能焊异种金属啊。铜和铝,钢和钛——这些用传统熔焊几乎不可能的组合,摩擦焊轻松搞定。
说到这里,你可能会问:
问:摩擦焊接的接头强度到底怎么样?真的能跟母材比吗?
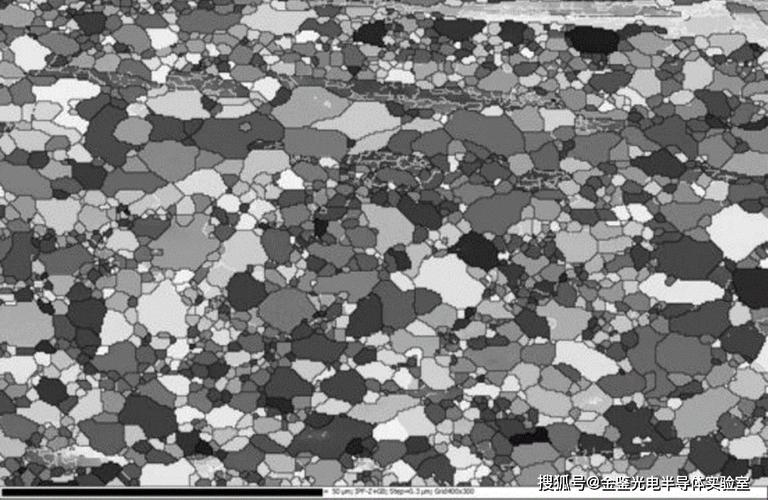
答:我跟你说,很多时候不是“一样”,是更高。因为焊接区是经过剧烈塑性变形的细晶组织,没有熔焊那种铸态枝晶和热影响区软化。我们测试过40CrMo钢的摩擦焊接头,抗拉强度常常超过母材下限,疲劳寿命也更好。唯一要小心的是飞边——就是挤出来的那一圈。如果设计时不考虑去除或者留着会应力集中,那可能出问题。但整体可靠性,十几年的服役数据摆在那儿:飞机发动机上的摩擦焊构件,百万件里失效的屈指可数。
不是什么都能焊,别想当然
但是!注意这个但是。摩擦焊接对材料组合有讲究。至少要有一种材料能在高温下产生足够塑性变形。硬质合金和钢能焊,因为钢会软化;但两块氧化铝陶瓷对焊?门都没有。另外,截面形状也受限——圆形断面最好焊,因为旋转对称。非圆形也能搞?能,线性摩擦焊,或者搅拌摩擦焊(那算是分支技术了)。不过设备贵得要死,一台线性摩擦焊机,几百万起步。
说到设备,又是一个坑。很多人以为摩擦焊接就是一台电机加个卡盘,实际上呢?主轴系统、液压顶锻、刚性框架、精确控制——缺一不可。转速、摩擦压力、顶锻压力、摩擦时间、顶锻留量,这几个参数稍微调不好,接头要么未焊合,要么过热组织粗大,要么变形量过大把工件长度吃没了。调好了一次,还得保证重复性。我们曾经调试一个铝合金传动轴产品,参数窗口窄到只允许±2%的波动,操作员都快被逼疯了。但一旦定下来,成品率99.9%。
 汽车传动轴摩擦焊接生产线实拍
汽车传动轴摩擦焊接生产线实拍
所以现在行业里都在搞在线监控。焊接过程监测扭矩、轴向缩短量、功率,用算法判断质量。💡 这招真香,省掉了每根都切试片的麻烦。特别是连续生产,比如汽车零部件,一天几万件,谁敢一个个做破坏检测?德国KUKA的摩擦焊机器人,已经能做到自适应控制,边焊边调整参数。智能化是趋势,没跑。
问:摩擦焊接有什么缺点或者限制?别光说好的。
答:最大的限制——工件得扛得住旋转和顶锻力。薄壁管、细长杆?一压就弯,一扭就断。还有,焊接界面的清洁度要求其实挺高,油污、严重氧化皮会导致结合不良。再有就是设备投资和模具成本,小批量生产根本划不来。我们遇到过一家做钻头的厂家,就想要焊几百根,结果算下来单件成本比钎焊还贵三倍。但是超过一万件?摩擦焊成本优势立刻就显出来。还有就是噪音——旋转摩擦那个高频声,在车间待久了耳朵受不了,必须配隔音罩和耳塞。❗ 安全方面,旋转件飞出来可不是闹着玩的,防护装置绝对要到位。
航空业为什么死磕它?
 航空业为什么死磕它?
航空业为什么死磕它?
说实话,如果没有摩擦焊接,现代航空发动机可能要重几十公斤。就拿整体叶盘来说,以前都是把叶片和盘体分开加工,然后用榫槽锁片装上去,又重又复杂。现在用线性摩擦焊把一个个叶片焊到盘体上——这叫做整体叶盘焊接,减重20%以上,还提高了气动效率。空客A380的遄达900发动机,罗罗公司用了摩擦焊来连接钛合金风扇轴和钢制齿轮箱输入轴,异种材料,一次成功。这种接头如果断裂,后果不用我说。✅ 技术成熟度非常高,所以适航认证反而相对容易,因为焊接工艺稳定性好,飞机制造商和局方都认。
还有一个前沿是石油钻杆的修复。钻杆磨损严重,传统都是切掉接头重新对焊。现在有现场可移动式摩擦焊机,直接在井场把新接头旋上,焊一根几分钟,比送回基地快得多。这种设备国内也有企业做,虽然精度比德国的差一截,但成本优势明显,海外服务公司也开始采购了。💡 这就是典型的技术扩散:高端往低端走,但需求拉动创新。
不过话说回来,摩擦焊接不是万能药。搞焊接的人总容易陷入一种狂热,啥都想用自己擅长的技术去套。这不对。我们选工艺,永远是结构决定工艺。工件形状、材料、批量、成本、质量要求,综合性考虑。摩擦焊只是个选项,虽然是越来越重要的选项。尤其在轻量化、异种金属连接、高可靠性要求的地方,它没替代品。
最后啰嗦一句,学摩擦焊接,别光看PPT和论文。去车间,把自己弄得满手机油。听着旋转摩擦的声音,看着飞边被挤出,感受机器震动——那才是真的懂了。我现在还能想起十年前第一次独立调机成功时,那种兴奋感...就像焊住不单单是金属,还有什么东西,被自己拧在了一块。扯远了。就这样吧。