过盈连接实战:那些老师傅才知道的压装秘诀与血泪坑
说实话,过盈连接这东西,搞机械的谁还没遇到过几次头疼的情况?对吧。图纸上标个H7/p6,你以为万事大吉,结果一压,要么滑进去松垮垮,要么卡在半路进退两难,报废率蹭蹭涨。我干这行二十年,最怕的就是刚入行的工程师跟我说“手册上就是这么写的”——手册是死的,车间是活的。
先讲个真事儿。去年给一个液压缸做活塞杆与耳环的过盈连接,按手册算的过盈量,热装后工作没两天就松了,整个生产线停机4小时。查下来,问题出在没考虑冲击载荷和微动磨损,过盈量偏低,摩擦力矩扛不住。后来我们加大过盈到0.12mm,同时改了配合面的粗糙度,再没出过毛病。这坑,坑掉我们几十万。
 过盈配合失效拆解的耳环零件
过盈配合失效拆解的耳环零件
过盈量设计:不是越大越好
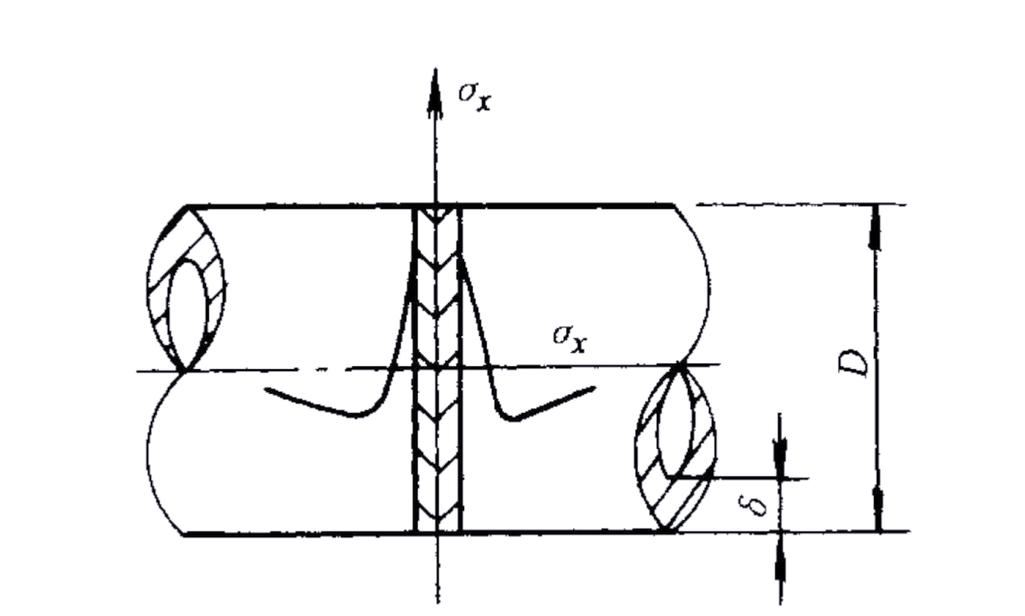
很多新手以为过盈量给大点儿保险,呵,恰恰相反。过盈量过大会导致装配应力超标,甚至胀裂轮毂。尤其是铸铁件、薄壁件,你查手册上的弹性极限,得留足安全系数。我以前设计一个风电齿轮箱的轴承套圈过盈配合,上来照GB/T5371算,结果一压,套圈变形超差,轴承装进去旋转精度全完。为什么?因为没考虑轴颈的几何误差和表面波纹度。
那怎么定?💡我的经验是:理论计算打底,再结合材料配对系数、工作温度、离心力影响修正。比如钢轴与铝合金轮毂,高温下过盈会锐减。这时候,你就得算出一组冷态过盈的上限下限,确保最恶劣工况下仍有足够联结力,同时装配应力不屈服。说实话,算起来挺烦的,但现在有FEA辅助,别傻乎乎只信手算。
问:“过盈量到底怎么算?查手册就够了吗?”
答:“手册是起点,但千万别止步于此。你需要考虑三点:一是配合面的等效粗糙度(Ra、Rz),因为压入后微观波峰会削平,实际过盈会损失一部分,一般损失量为0.8(Rz1+Rz2);二是工作温度引起的热膨胀差,尤其异种材料;三是载荷类型,是纯扭矩还是弯扭复合,这影响摩擦系数的选择。摩擦系数别总用经验值0.12,润滑状态一变,它能从0.08蹦到0.2。有条件最好做实测。”
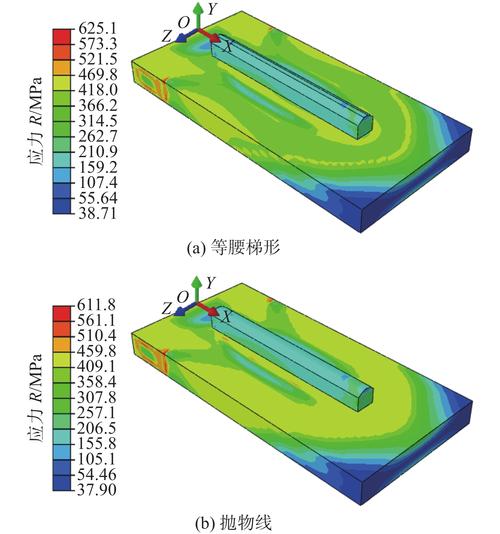 过盈连接过盈量计算FEA应力云图
过盈连接过盈量计算FEA应力云图
压装工艺的选择:热装、冷装还是硬怼?
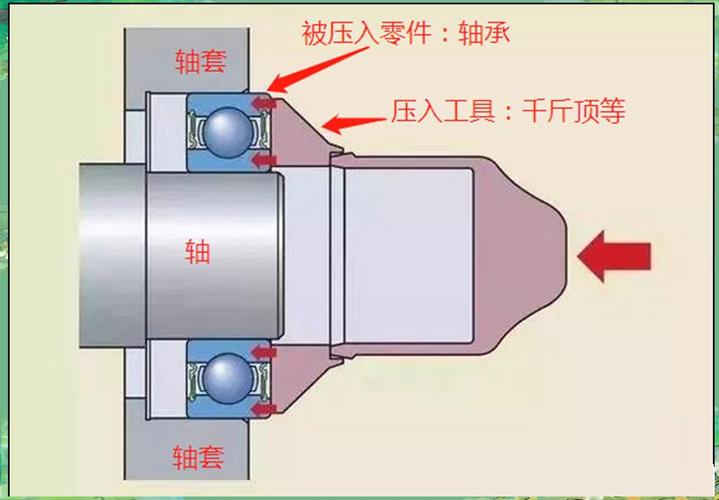
压入法(机械压装)最简单,但最危险。我见过最惨的一次,一个液压机把轴压弯了,就因为导向不精准,偏斜导致局部应力巨大。❗警告:压入法必须确保对中精度,且配合面涂润滑油(极压添加剂型),不然你等着拉毛吧。拉毛后联结强度大幅降低,基本报废。
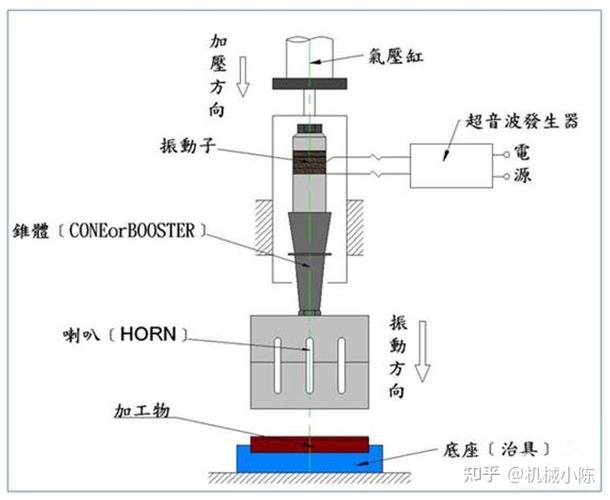
相比之下,热装超舒服。加热轮毂,让它膨胀,轻松套入。但温度控不好,就得交学费。加热温度一般不超过材料回火温度,且避免局部过热。轴承钢常要求低于120°C,你这么高,能行吗?还有,别用明火直接烤,热变形不均匀。感应加热或油浴才靠谱。冷装用液氮,-196°C,收缩轴,敲进去,但零件小还行,大的就贵了,而且那冷气,操作工得有防护。
问:“热装加热多少度合适?会不会影响材料性能?”
答:“温度依据过盈量和材料膨胀系数反推,一般公式△T = (δ + 装配间隙) / (α·d),α是线胀系数,d是公称直径。但切记:最高温度必须低于材料的相变点或回火脆性区。比如调质钢,建议低于回火温度30°C以上。我通常控制在80-150°C,大过盈才上到200°C,但必须查材料温度-硬度曲线。还有,加热要均匀,出炉后立刻装,别墨迹,凉了就傻眼。”
 热装工艺感应加热线圈环形加热
热装工艺感应加热线圈环形加热
实践中容易忽略的细节:倒角、润滑与清洁
 实践中容易忽略的细节:倒角、润滑与清洁
实践中容易忽略的细节:倒角、润滑与清洁
这些细节能直接决定成败。先说导入倒角——图纸上就标个15°×2,结果压装偏斜。真的,倒角设计要允许初始导向,轴端最好带圆角或长锥度,轮毂孔口倒角角度要比轴小些,形成楔形引导。我曾优化一个飞轮齿圈的过盈配合,只把孔口倒角改成30°×5,压入力降了20%,废品率归零。✅
润滑常说,但什么场合用什么润滑剂,门道可深了。压入时用二硫化钼膏能防微动损伤,但热装时严禁用——高温下它分解会腐蚀接触面。我一般,冷装或室温压入用极压锂基脂,热装用干净机油薄涂。而且,装配前必须彻底清洁配合面,哪怕一粒铁屑,都能划出应力集中源,运转一定次数后疲劳断裂。
另一个槽点:过盈连接拆装后,再使用强度打折扣。因为塑性变形和表面损伤,实际过盈变小了。所以维修手册上常要求加大一级过盈或换新件,别不当回事。我见过为了省成本重装轴承,结果跑圈毁掉整个轴,维修费够买十个轴承。
还有个冷知识:过盈配合在振动场合,可配合厌氧胶加固。胶能填充微小间隙,防松防锈,但要注意胶的耐温等级。我们试过在大型搅拌器桨叶安装上,过盈加胶,寿命提升一倍。不过,胶用多了拆卸要加热,得权衡。
好了,啰嗦这么多。过盈连接这个老话题,真正吃透它,得跨过设计、工艺、操作三道坎。别只相信书本,多下车间,闻闻乳化液的味儿,听听压装机嘎吱声,你才能真正搞懂。💪