焊接结构疲劳失效,我踩过的坑比焊缝还多
干了十几年焊接工艺,最怕听到的一句话就是——“这个结构以前没出过问题啊。” 每次听到这个,我就知道,麻烦来了。焊接结构这东西,最邪门的就是疲劳。静载下结实得像头牛,可一动起来,裂纹悄没声息地就开始了。而且,往往从你最想不到的地方开始。
为什么焊接结构这么怕疲劳?
说白了,焊缝天生就有缺陷。气孔、夹渣、未熔合……这些还不算最可怕的。最要命的是应力集中。你看那个焊趾,外形上看着就是个尖锐的缺口,疲劳裂纹百分之九十以上都从那儿起裂。设计图纸上画得圆滑过渡,实际焊出来呢?咬边、余高过大,全是应力集中的窝点。更别提残余应力了。焊接热循环一过,收缩不匀,焊缝里攒着一股子拉应力。这个拉应力,不用外部加载就已经把材料“预加载”了,疲劳寿命直接打对折——甚至更多。有时候我真想吐槽:焊接简直是在用最粗暴的方式,把两块钢板折腾成一件随时可能开裂的艺术品。
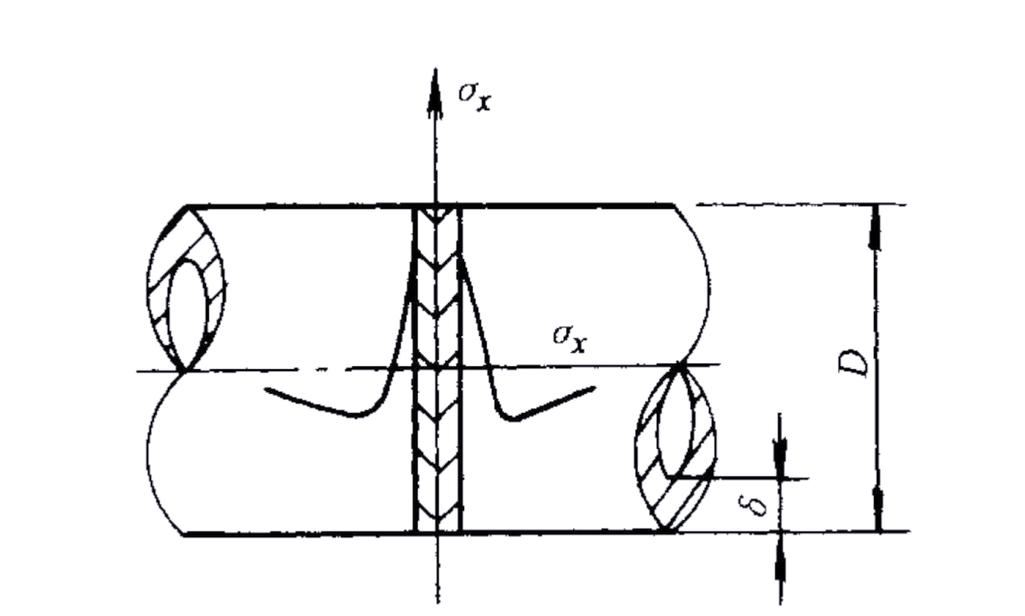 焊接接头焊趾处应力集中示意图
焊接接头焊趾处应力集中示意图
设计手册上的S-N曲线,都是实验室里小试件测出来的。拿到现场?对不起,那玩意儿只能当参考。实际结构有尺寸效应、残余应力、环境介质,加上载荷又复杂,实测寿命可能只有计算值的十分之一。所以,别太迷信FEA(有限元分析),除非你的边界条件准的跟上帝一样。
问:为什么有时候把焊缝打磨光滑了,反而更容易出现疲劳裂纹?
答:这个问题是个经典误区。理论上,打磨焊趾消除应力集中能提高疲劳强度。但实际中,打磨过度反而可能从“坑”里挖出更深的“坑”。比如,磨削量太大,去掉了焊趾的强化层,或者磨出了新的微裂纹、表面烧伤层,反而降低了局部疲劳抗力。还有就是,如果只打磨了焊缝表面,而内部缺陷比如根部未焊透还在,那疲劳裂纹可能从内部萌生,表面光滑也没用。一个真实的案例:某起重机主梁腹板对接焊缝,原设计要求磨平,结果后来在磨削沟槽底部发现大量微裂纹,导致整根梁提前退役。
设计阶段:少花钱,多活命
焊接结构的疲劳强度,七成在设计。焊缝布置在哪儿,接头形式怎么选,直接决定寿命。尽量把焊缝放在低应力区,避免应力集中叠加。比如,不要在主受拉翼缘上搞横向焊缝;节点区域别堆太多焊缝,否则冷却后残余应力能把母材生生拉裂。
接头形式:对接比角接好,全熔透比部分熔透好。但成本呢?业主永远想省钱。这时候就得权衡——是现在多花点焊接成本,还是将来赔一栋楼?说实话,很多时候我们拿不到疲劳载荷谱,只能拍脑袋。我一般会多留点余量,焊趾处用TIG重熔一下,或者超声冲击处理,把残余拉应力转变成压应力。这些措施,能把疲劳寿命延长几倍甚至几十倍,投入产出比极高。
问:用名义应力法评估疲劳寿命够不够?什么时候得上热点应力法?
答:对于简单接头、标准载荷,名义应力法够用了,查标准就行。但遇到复杂几何,比如管节点、板件开口,名义应力连算都算不准。这时候就得用热点应力法,提取焊趾处的结构应力,剔除缺口效应,再对照热点S-N曲线。国际焊接协会(IIW)推荐得很清楚:管接头、非承载型附件端部,都建议用热点应力。不过,热点应力法也有坑——你取点的位置差1毫米,结果能差20%。所以网格必须精细,经验更重要。
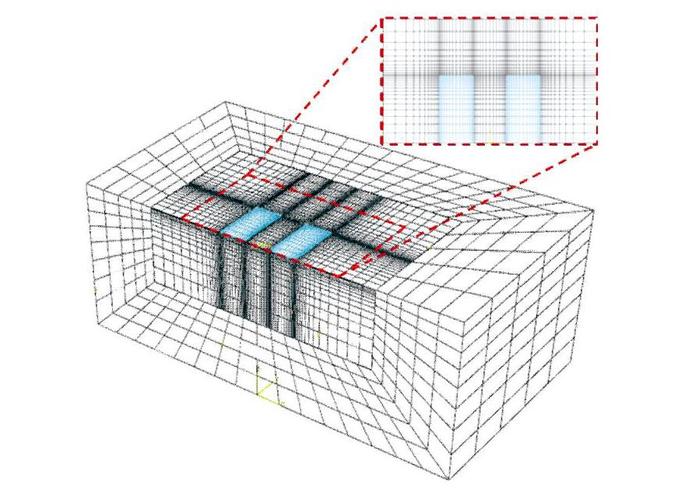 焊接结构热点应力法有限元网格划分示例
焊接结构热点应力法有限元网格划分示例
维修补焊——好心办坏事
 维修补焊——好心办坏事
维修补焊——好心办坏事
设备服役中发现了裂纹,第一反应往往是:赶紧补焊!但补焊这件事,真得慎重。尤其是多次补焊。因为补焊加热又冷却,会引入新的残余应力,热影响区还可能脆化,补焊一次,寿命可能降低30%,补焊三次,基本就等于报废。还有个数据:某海洋平台节点,初始设计疲劳寿命25年,发现裂纹后补焊,结果3年后又裂了,而且裂纹更长,差点导致结构失效。所以,补焊只适合临时抢修,长期方案要么换板,要么用复合材料补强。要么,干脆别动它——如果裂纹扩展速率很慢,定期检查也是一种策略。
说到底,焊接结构的疲劳是个系统问题。材料、工艺、设计、载荷,缺一不可。搞焊接的,别光盯着焊缝,要把眼睛放到整个结构上。你以为把焊缝焊得漂亮就行?那才哪儿到哪儿。结构不优化,焊得再漂亮也是白搭。现在行业里流行轻量化,用高强钢,板子越用越薄,应力水平越来越高,疲劳问题更突出了。以前老工程师靠经验,现在年轻人过度依赖仿真,其实两者结合才是正道。仿真给趋势,经验做判断。
最后啰嗦一句:如果你做焊接结构,一定要建立疲劳评估的意识。从方案阶段就开始想:这个焊缝将来会不会有疲劳问题?有没有更优的布置?实在拿不准,就做个疲劳试验。试验虽然花钱,但比起事故,那点钱真不算什么。