销连接:这个不起眼的小零件,差点毁了我的设备
我的那台数控冲床停摆了整整三天。起因?一根直径8毫米的圆柱销,齐根剪断。对,就这么个小东西,让整个生产线瘫痪。说实话,干了十几年机械设计,我很少正眼瞧过销连接——直到那根销子给我上了一课,血的教训。
销连接,简单得让人忽略,复杂得让人头疼。 你说它不就是个金属棒子塞到孔里么?定位、连接、有时候充当安全装置——可一旦选错规格、搞错配合,整个机构就可能变成一堆废铁。
那次事故后,我翻遍了厂里的失效记录。你猜怎么着?超过40%的机械卡死、移位故障,根源竟然是销子的问题。要么是过载断裂,要么是配合松动引起的偏载……这可比轴承损坏隐蔽多了。因为销子藏得深,不拆开根本看不见。 ❗
圆柱销靠过盈配合固定在销孔里,多次拆卸后定位精度就没了。你要是需要反复拆装,比如模具上的导柱定位,用圆柱销就是找死。正确做法?圆锥销。1:50锥度,靠楔紧力自锁,拆一百次还是稳稳当当。而且现在有带螺纹尾的圆锥销,拆卸方便得多,拿个拔销器一拉就出来——早年间我们拿冲子敲,销子头都打烂了,啧啧。
但圆锥销也不是万能药。要传递扭矩?横向载荷大?那得看情况。我吃过亏:设计一个连杆机构,以为用8毫米圆锥销能扛得住,结果剪切力直接把销子啃出凹坑,孔壁都拉毛了。后来才明白,此时应该用带开口销的圆柱销或者干脆上弹性圆柱销。弹性销有缝隙,受剪时产生张力,抗疲劳性能好得很。
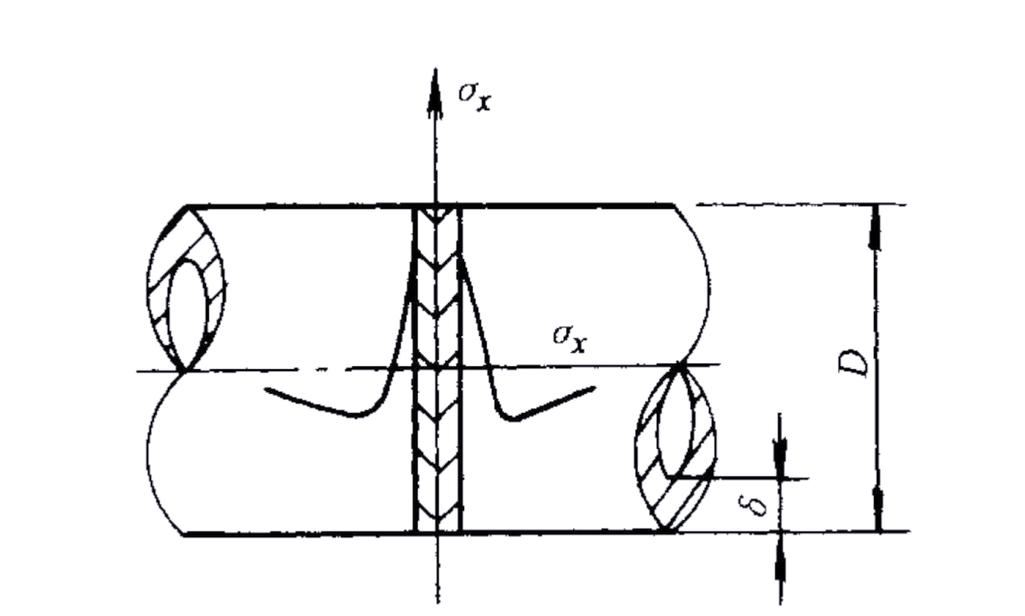
 圆柱销与圆锥销结构对比及安装示意图
圆柱销与圆锥销结构对比及安装示意图
过盈配合?过渡配合?一丝丝的差距让你倾家荡产
“公差H7/h6不香吗?” 上次供应商这么反问我,我差点把电话摔了。香个鬼!
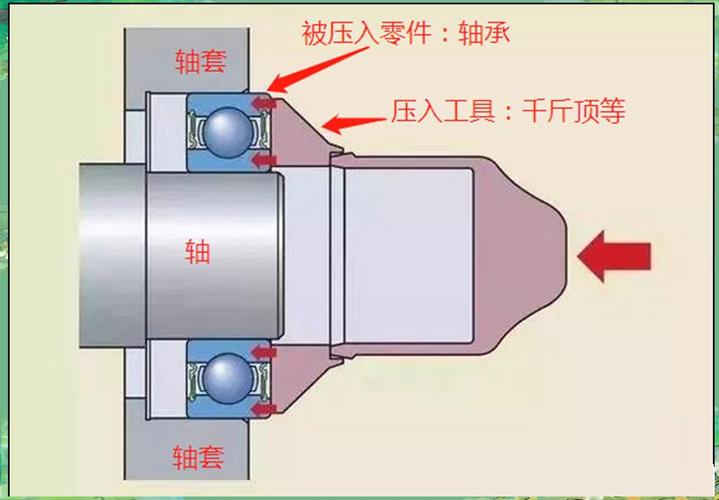
H7/h6是过渡配合,做导向还行,做定位?免谈。定位销必须有过盈量。我们用的定位销大多是H7/m6或者H7/n6,重载场合甚至上到H7/p6。就那几微米的过盈,就能决定你的加工中心到底能不能长期保持精度。
不过话说回来,过盈配合也惹过麻烦。有个徒弟把轴承座定位销敲进去,拆的时候死活拔不出来,最后用电火花打的。过盈量太大,材料塑性变形,销孔表面撕裂。所以,高精度场合现在越来越多用锥形定位销套,内孔带锥度,外圆圆柱配合,拆卸方便,还能补偿磨损。这东西价格贵,但关键时刻救场。 💡
问:怎么判断一个销连接是否已经失效?
答:视觉检查很难,除非已经断了。通常我的做法是听异响——机构运行如果有周期性的“咔嗒”声,先查销子。或者用磁性座千分表打销子附近的振动位移,振幅突然增大就可能松动了。再一个,定期扭矩检查,比如安全销,设定扭矩值下滑15%就该换。 ❗
我在设计一台板材矫平机时遇到过典型两难。减速机和辊子之间的联轴器用安全销,过载切断。第一次试车,销子直径按扭矩理论计算选φ10,结果空载就断了——忽略了启动冲击。第二次换到φ12,冲击扛住了,但堵料过载时它又不肯断,直接打烂齿轮箱。最后怎么办?我们做了一组试验,用不同直径、不同材质的销子在试验台架上做静扭和冲击,才确定φ11的45钢调质销,还特意在销子中部车了个V形环槽,人为制造应力集中。 ✅
现在有些高端安全销自带电子监测,销子颈部贴应变片,信号无线传输到控制柜,超载预报警。这东西在国内重型机械里刚开始用,价格咬手,但趋势明显——预测性维护嘛,工业4.0口号喊得响,总不能还靠老师傅听声判断吧。
工业机械安全销过载断裂保护现场实物图
问:销孔铰孔后,为什么还是装不进圆锥销?
答:首先,看看你铰刀是不是标准1:50锥度铰刀,国内很多小厂买的铰刀锥度不准。其次,铰孔后要用锥销试配,至少接触面积70%以上。常用的方法是在销子上涂红丹粉,插入孔内旋转,看接触斑。还有,别忘了清屑!铁屑残留在孔里,一压就挤出一圈凸台,销子根本进不去。我碰到过最离谱的,车间接了急件,拿柱形销磨个锥度当圆锥销塞进去——当场就笑了,后来当然是跳出来。
记得去年一个化工设备项目,销子用在稀硫酸环境下,图纸标了316L不锈钢,采购图便宜买了304,结果几个月后拆开,点蚀坑密密麻麻,差点酿成泄漏事故。环境介质对销连接的腐蚀绝不可小觑,特别是在制药、化工、食品机械里。现在有一种氮化处理的销子,表面硬度高又耐腐蚀,但成本上浮30%-50%。 💡
还有种趣事:有家客户要求销子“绝对防松”,我们给他焊死了。结果设备坏了要维修,切都切不下来,最后把整个支座换掉。所以对于需要偶尔拆卸的,可以考虑螺纹锁固胶涂敷的弹性销,既能防松,还能拆卸。别再干烧焊的傻事,行不?
说回那根让我停产三天的销子。最后查出原因:选型没错,但装配时孔没对齐硬敲,导致过载内伤,服役三个月后疲劳断裂。从那以后,我规定所有定位销安装必须用导向套,严禁大锤直击。维修工牢骚了一周,但换来的是一年零故障。
销连接看起来土得掉渣,可真要抠细节,材质、公差、装配、维护,每个环节都能藏着雷。这篇文章没有什么“小结”,只有一句心得:别等到销子断了才想起它。
销连接,简单得让人忽略,复杂得让人头疼。 你说它不就是个金属棒子塞到孔里么?定位、连接、有时候充当安全装置——可一旦选错规格、搞错配合,整个机构就可能变成一堆废铁。
那次事故后,我翻遍了厂里的失效记录。你猜怎么着?超过40%的机械卡死、移位故障,根源竟然是销子的问题。要么是过载断裂,要么是配合松动引起的偏载……这可比轴承损坏隐蔽多了。因为销子藏得深,不拆开根本看不见。 ❗
选圆柱销还是圆锥销?别再拍脑袋了
我们车间那帮小年轻,总爱从标准件图库里随便拖个圆柱销就往装配体里塞。我骂过不止一次。知道什么时候该用圆柱销,什么时候必须上圆锥销吗?圆柱销靠过盈配合固定在销孔里,多次拆卸后定位精度就没了。你要是需要反复拆装,比如模具上的导柱定位,用圆柱销就是找死。正确做法?圆锥销。1:50锥度,靠楔紧力自锁,拆一百次还是稳稳当当。而且现在有带螺纹尾的圆锥销,拆卸方便得多,拿个拔销器一拉就出来——早年间我们拿冲子敲,销子头都打烂了,啧啧。
但圆锥销也不是万能药。要传递扭矩?横向载荷大?那得看情况。我吃过亏:设计一个连杆机构,以为用8毫米圆锥销能扛得住,结果剪切力直接把销子啃出凹坑,孔壁都拉毛了。后来才明白,此时应该用带开口销的圆柱销或者干脆上弹性圆柱销。弹性销有缝隙,受剪时产生张力,抗疲劳性能好得很。
 圆柱销与圆锥销结构对比及安装示意图
圆柱销与圆锥销结构对比及安装示意图
过盈配合?过渡配合?一丝丝的差距让你倾家荡产
 过盈配合?过渡配合?一丝丝的差距让你倾家荡产
“公差H7/h6不香吗?” 上次供应商这么反问我,我差点把电话摔了。香个鬼!
过盈配合?过渡配合?一丝丝的差距让你倾家荡产
“公差H7/h6不香吗?” 上次供应商这么反问我,我差点把电话摔了。香个鬼! H7/h6是过渡配合,做导向还行,做定位?免谈。定位销必须有过盈量。我们用的定位销大多是H7/m6或者H7/n6,重载场合甚至上到H7/p6。就那几微米的过盈,就能决定你的加工中心到底能不能长期保持精度。
不过话说回来,过盈配合也惹过麻烦。有个徒弟把轴承座定位销敲进去,拆的时候死活拔不出来,最后用电火花打的。过盈量太大,材料塑性变形,销孔表面撕裂。所以,高精度场合现在越来越多用锥形定位销套,内孔带锥度,外圆圆柱配合,拆卸方便,还能补偿磨损。这东西价格贵,但关键时刻救场。 💡
问:怎么判断一个销连接是否已经失效?
答:视觉检查很难,除非已经断了。通常我的做法是听异响——机构运行如果有周期性的“咔嗒”声,先查销子。或者用磁性座千分表打销子附近的振动位移,振幅突然增大就可能松动了。再一个,定期扭矩检查,比如安全销,设定扭矩值下滑15%就该换。 ❗
安全销:不是越“结实”越好
搞过传动系统的都知道安全销。这玩意儿设计初衷就是牺牲自己保护机器。可惜很多人把它当普通连接销用,结果要么瞎切断,要么该断不断。我在设计一台板材矫平机时遇到过典型两难。减速机和辊子之间的联轴器用安全销,过载切断。第一次试车,销子直径按扭矩理论计算选φ10,结果空载就断了——忽略了启动冲击。第二次换到φ12,冲击扛住了,但堵料过载时它又不肯断,直接打烂齿轮箱。最后怎么办?我们做了一组试验,用不同直径、不同材质的销子在试验台架上做静扭和冲击,才确定φ11的45钢调质销,还特意在销子中部车了个V形环槽,人为制造应力集中。 ✅
现在有些高端安全销自带电子监测,销子颈部贴应变片,信号无线传输到控制柜,超载预报警。这东西在国内重型机械里刚开始用,价格咬手,但趋势明显——预测性维护嘛,工业4.0口号喊得响,总不能还靠老师傅听声判断吧。
 工业机械安全销过载断裂保护现场实物图
工业机械安全销过载断裂保护现场实物图
问:销孔铰孔后,为什么还是装不进圆锥销?
答:首先,看看你铰刀是不是标准1:50锥度铰刀,国内很多小厂买的铰刀锥度不准。其次,铰孔后要用锥销试配,至少接触面积70%以上。常用的方法是在销子上涂红丹粉,插入孔内旋转,看接触斑。还有,别忘了清屑!铁屑残留在孔里,一压就挤出一圈凸台,销子根本进不去。我碰到过最离谱的,车间接了急件,拿柱形销磨个锥度当圆锥销塞进去——当场就笑了,后来当然是跳出来。
材质与热处理的那些猫腻
你信不信,市面上有些销子标着40Cr,其实拿45钢忽悠你。硬度不够,用不了多久就磨损。正经的定位销,材质至少要40Cr调质,高频淬火后硬度HRC 45-50。弹性销一般用65Mn,弹簧钢,韧性好。不锈钢场合有SUS304或SUS630,但抗剪强度比不上淬火钢,设计时要降额。记得去年一个化工设备项目,销子用在稀硫酸环境下,图纸标了316L不锈钢,采购图便宜买了304,结果几个月后拆开,点蚀坑密密麻麻,差点酿成泄漏事故。环境介质对销连接的腐蚀绝不可小觑,特别是在制药、化工、食品机械里。现在有一种氮化处理的销子,表面硬度高又耐腐蚀,但成本上浮30%-50%。 💡
还有种趣事:有家客户要求销子“绝对防松”,我们给他焊死了。结果设备坏了要维修,切都切不下来,最后把整个支座换掉。所以对于需要偶尔拆卸的,可以考虑螺纹锁固胶涂敷的弹性销,既能防松,还能拆卸。别再干烧焊的傻事,行不?
说回那根让我停产三天的销子。最后查出原因:选型没错,但装配时孔没对齐硬敲,导致过载内伤,服役三个月后疲劳断裂。从那以后,我规定所有定位销安装必须用导向套,严禁大锤直击。维修工牢骚了一周,但换来的是一年零故障。
销连接看起来土得掉渣,可真要抠细节,材质、公差、装配、维护,每个环节都能藏着雷。这篇文章没有什么“小结”,只有一句心得:别等到销子断了才想起它。