螺纹连接——你可能从未真正搞懂的工业关节
螺纹连接,四个字谁都认识。真要动起手来——能拧到恰好的扭矩?能让它服役十年不松?能算准疲劳寿命?不夸张地说,大多数机械工程师在这上面栽过跟头。我入行那会儿,师傅丢给我一把力矩扳手,说“手感比数字准”,结果连续拧断三颗 M12 螺栓。后来才知道,手感是玄学,只有被现实毒打过的人才信。
扭矩?预紧力?别被表面数字骗了
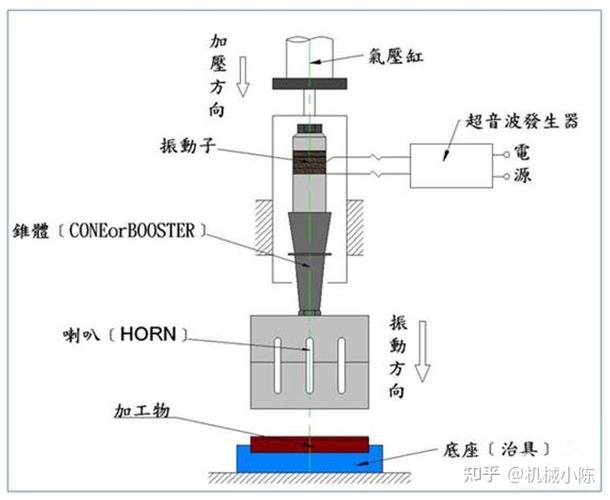
扭矩扳手上显示 100 N·m,你以为螺栓就吃了 100 N·m 的预紧力?太天真了。实际传到螺纹副的,能有 20% 就不错——剩下全被摩擦吞了。螺纹面的粗糙度、润滑剂、甚至镀层,任何一个变量波动,夹紧力就天差地别。我记得有个风电项目,法兰螺栓用二硫化钼膏润滑,扭矩按设计值打,结果半年后例行巡检,发现近三成螺栓残余预紧力不足 40%。原因?润滑剂涂多了,摩擦系数直接砍半,当时总装车间还觉得“顺滑好拧”,简直是 💣。
正确做法?老老实实测摩擦系数,别信润滑剂厂家的甜言蜜语。有条件的做扭矩-转角法,或者用量具直接监测量伸长——一切不监控螺栓实际变形的拧紧都是耍流氓。 现在有些智能垫圈带着应变片,能在装配时实时反馈预紧力,但成本 … 普通设备哪用得起。不过话说回来,风力发电机大螺栓早就标配超声波测长仪了,这些玩意儿以前可是实验室专属。
 风电法兰螺栓扭矩衰减现场检测图
风电法兰螺栓扭矩衰减现场检测图
松?除了防松胶,还有更狠的
 松?除了防松胶,还有更狠的
松?除了防松胶,还有更狠的
螺纹自锁,本质是摩擦力顶住振动。但高频微动下,所有的摩擦都是纸老虎。说到防松,很多人第一反应就是涂乐泰 — 当然有效,可一旦拆过就得重新处理。航天上更喜欢用钢丝螺套 + 锁紧环,或者干脆用液压拉伸器一次到位。更绝的是机械防松 — 双螺母对顶,这招虽然老土,卡住那点弹性变形确实管用。不过现在有些潮流挺迷:NORD-LOCK 楔形垫圈,靠径向锯齿咬合,说是永不松动,我实际用过,确实牛,前提是基材不能太软,而且单价 … 贵到会计会来找你谈心。
💡 一个被忽视的点:连接件的刚度。螺栓是弹簧,被连接件也是弹簧。预紧力把两者串在一起,振动时相对位移大,螺栓就容易松。提高法兰刚度(比如加厚、加筋),比死磕防松胶有时更治本。我记得有次处理一台破碎机轴承座连接,M20 的螺栓,每隔两天就得紧一次,后来改了铸件结构,加了三条加强筋 — 嘿,半年没再管过。
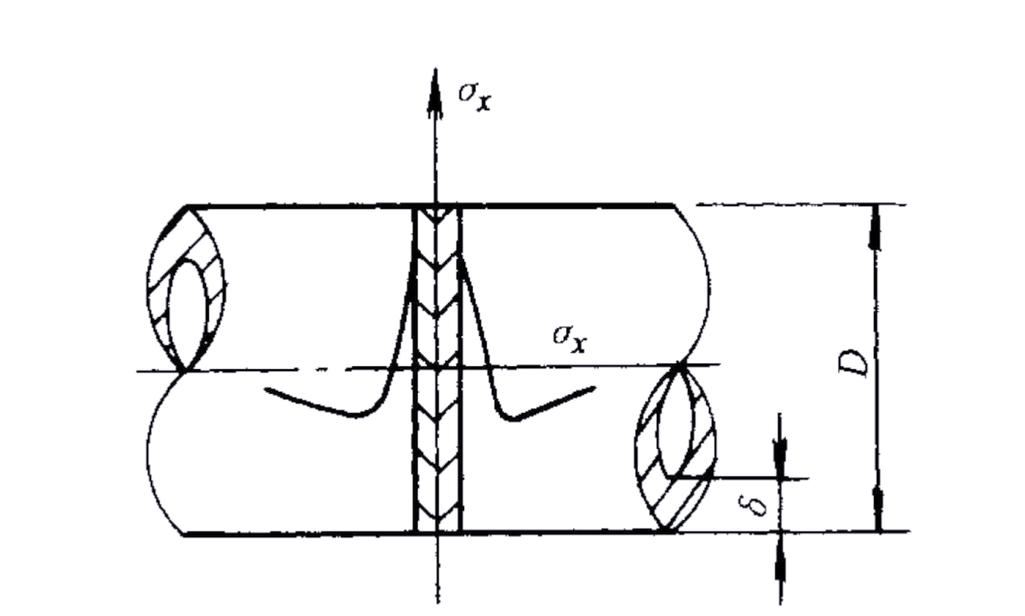
强度计算?别只盯着拉伸,疲劳才是杀手
螺纹根部那个圆弧半径,如果是切削螺纹且没做圆角处理,应力集中系数能到 4~5。设计手册上的许用应力,是在理想加工条件下给的,现实里,特别是调质钢的螺纹,一旦碰伤、锈蚀,疲劳源分分钟萌生。我见过最离谱的断裂 — 一台空压机连杆螺栓,断口平整得跟镜面似的,疲劳裂纹扩展区占了 90%,最后瞬断区就一丁点。原因?预紧力不足导致微动磨损,继而引发裂纹。 那台机子居然撑了将近一万小时才断,也是奇迹。
现在有仿真手段了,FEA 能算出螺纹各圈载荷分布 — 惨不忍睹,第一圈牙几乎吃掉 30% 总载荷,最后一圈可能连 5% 都不到。所以有时候设计成拉伸螺栓,让杆部直径小于螺纹小径,把应力均匀化,寿命能提高几倍。
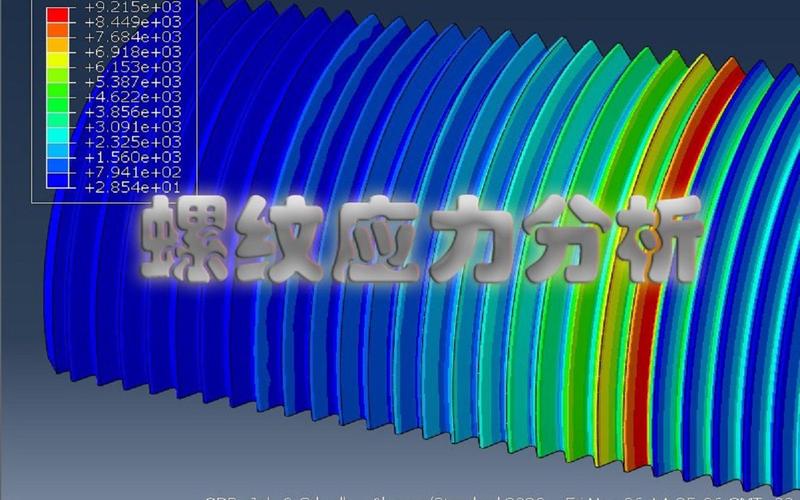 螺栓螺纹有限元分析应力云图
螺栓螺纹有限元分析应力云图
问:是不是所有重要连接都要打扭矩并转角监控?
答:不一定。超临界机组的高温螺栓,因为材料蠕变,反而要定时热紧。有些场合用液压张紧器,根本不打扭矩,直接拉伸至目标伸长量,然后锁紧螺母。螺栓拧紧的本质是控制预紧力,途径很多,视工况而定。❗ 盲目套用扭矩法很容易掉坑。
问:自攻螺钉和普通螺栓的螺纹连接有可比性吗?
答:天差地别。自攻钉靠挤压成形出配合螺纹,连接强度依赖基材的塑性变形和摩擦。用在薄板,拉铆往往更靠谱;但自攻锁紧螺钉在一些汽车铝铸件上很流行,因为省了攻丝工序。不过需要注意,拆装次数有限,三次以上内螺纹基本就废了。有一说一,自攻螺纹连接不适合传递大扭矩或承受高振动,别被供应商的样本参数忽悠。
前沿?激光表面处理与螺纹连接
 前沿?激光表面处理与螺纹连接
前沿?激光表面处理与螺纹连接
现在有些研究所搞螺纹激光淬火,只硬化牙侧面,根部保留韧性。还有用冷滚压强化螺纹根部的,残余压应力可以显著提髙疲劳寿命 — 航空发动机的螺栓早就在用这种工艺。最新的一个趋势:将工业物联网传感器直接嵌入大型螺纹连接副,监测预紧力衰减并预警。某重工企业已在盾构机刀盘螺栓上试点,效果不错,就是数据传输在井下是个麻烦。也许过两年,螺纹连接都会“说话”了。
总之,螺纹连接这玩意儿,水太深。玩得好,四两拨千斤;玩不好,分分钟变成定时炸弹。下次拧螺栓前,想想那个可怜的空压机连杆 — 它差点要了小半个车间的命。
(全文结)