超声波焊接:我踩过的坑和意外收获
上周在车间调试新来的超声波焊接机,塑料件愣是焊不上——前一秒还信心满满,后一秒直接傻眼。
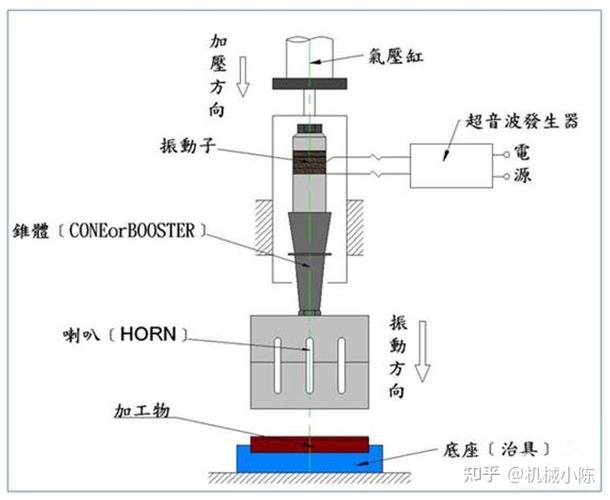
说实话,这玩意儿原理简单得让人轻视。高频振动,摩擦生热,熔化结合。大学课本里一句话带过的技术,实际用起来全是魔鬼细节。
导能筋设计:成败就在零点几毫米
很多人以为超声波焊接就是压下去、发波、完事。错得离谱!真正关键的往往是那个小小的导能筋。它的形状、高度、角度……差0.1毫米,焊接强度可能掉一半。
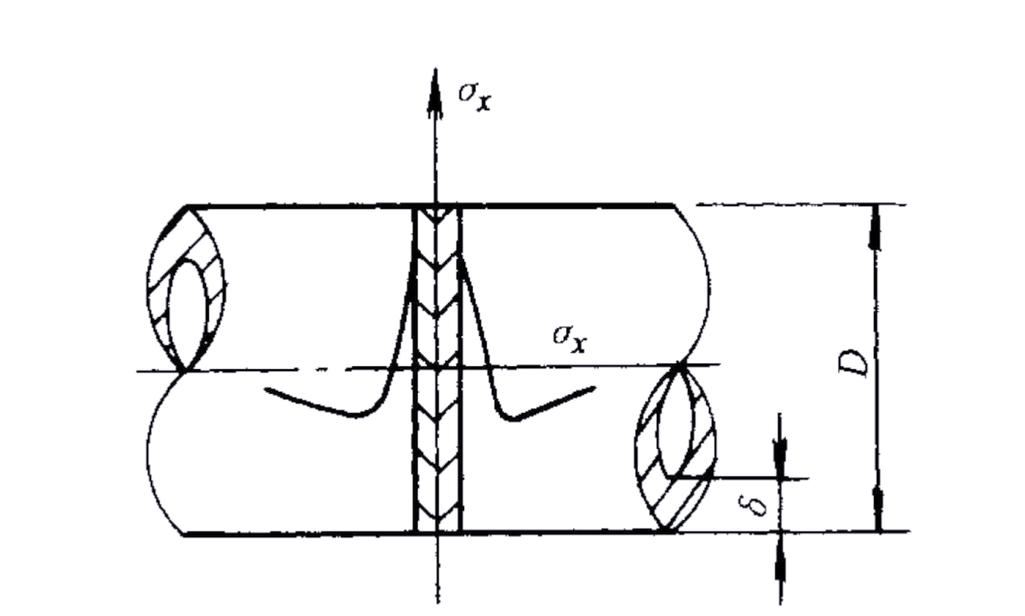
记得有一次给医疗器械做密封焊,图纸上导能筋截面是等边三角形,结果供应商自作主张改成了圆弧顶——就因为这?焊完一掰就开。他们觉得更好看,却不懂应力集中原理。熔融塑料需要那个尖点瞬间熔化并流向结合面,圆弧顶热量分散,根本焊不透。忍不住吐槽:设计者必须懂工艺!
 超声波焊接导能筋设计截面图
超声波焊接导能筋设计截面图
问:导能筋高度怎么定?有没有快速参考?
答:看材料。非晶态塑料(如ABS、PC)能量导向高度通常0.3-0.5mm;半结晶塑料(尼龙、POM)更难焊,建议0.5-1.0mm。还有,宽度别超过1.5mm,否则需要更大功率。小诀窍:用锋利三角形,夹角60°-90°,能让熔化更集中。不过话说回来,针对加玻纤的材料必须更小心,玻璃纤维会阻碍熔流,参数得往“大振幅、短时间”调。
材料搭配的禁忌——千万别乱点鸳鸯谱
有次拿PC和PMMA想焊一起,销售说“都是透明塑料肯定没问题”。结果呢?焊头刚下去两秒就冒烟。紧急停机。这两种料的熔点差了大几十度,PC还没软化,PMMA已经降解了。
超声波焊接不是万能胶。材料相容性第一原则:熔点差要在20℃以内。而且分子结构得相似,比如ABS和PMMA能凑合,但和PP就完全不行。这里有个冷知识:同种材料当然最好焊,但不同牌号之间也可能翻车。比如回料比例高的PP,流动性变了,焊接参数完全不一样。
❗ 特别提醒:千万别焊含硅、氟的材料!那玩意压根不沾,焊完你会怀疑人生。
问:那么如果我必须连接异种材料怎么办?
答:只能想办法。可以设计机械锁扣,让超声波只熔化一种材料填充到凹槽里形成钩合。或者用嵌件注塑,把金属件预埋,然后超声波只用于塑料部分的铆接。还有一种方式:在结合面涂底涂剂改变表面能,但这个太复杂,不适合量产。所以老实说,如果异种材料是硬需求,趁早换别的连接技术。
 超声波焊接异种材料失效案例对比
超声波焊接异种材料失效案例对比
参数的魔法三角形
 参数的魔法三角形
参数的魔法三角形
振幅、压力、时间——这三个是调机的老朋友了。但很多新人会忽略一个更基础的变量:下降速度。焊头发波前触及零件的速度如果太快,可能压塌导能筋,还没开始焊就破坏了结构。
我的习惯是先设定一个基准值:对于常用ABS振幅20-40μm,压力0.2-0.5MPa,时间0.3-1秒。然后看功率曲线!没错,新一代的超声波焊接机都有实时监控,功率曲线才是照妖镜。正常应是一个钟形曲线,迅速爬升后平稳熔接,然后陡然下降。出现双峰?可能零件变形或导能筋错位。功率爬升缓慢?振幅可能不够。
💡 有个反直觉的发现:增加压力有时候反而会减弱焊接强度。因为过早压实了熔融层,把液态塑料挤出去了,结合面缺料。减压力甚至用两段式压力:触发后低压熔化,最后保压阶段再增压,效果拔群。
调试的时候千万别一根筋。上次花了俩小时搞不定某电池外壳焊接,最后发现是焊头本身频率偏移了——定期校准焊头和变幅杆,这钱不能省。
写在最后?不,没有最后。超声波焊接这行当,每次换模具、换材料、甚至换季节都可能重调一遍。它简单却又极其敏感。如果你正在被它折磨,别灰心,大家都是这么过来的。把导能筋、材料、参数这三个点吃透,其余的交给经验。哦对了,别忘了戴耳塞,那高频噪音……试过一次就忘不掉。