冲压件:供应商不会主动告诉你的那些门道
冲压件,这三个字你要是觉得就是“咣当”一下,钢板变零件,那八成要交学费。我见过太多设计人员,图纸上画得欢,一到量产就傻眼。开裂、回弹、毛刺超出想象,然后互相扯皮——模具厂说材料问题,材料厂说工艺不对,工艺又说设计压根不合理。一个坑连着一个坑。
设计端:别把经验当常识
上周刚遇到一个案子,客户要做个支架,304不锈钢,1.5mm厚,上面密密麻麻七八个孔,间距还特别近。孔边距小于1.5倍料厚,冲头寿命直接腰斩,这还不算,窄带连接处很容易撕裂。我问设计师为什么不加大间距,他说“以前钣金件都这么干啊”。
说实话,钣金和冲压虽然都叫金属成形,但约束条件天差地别。冲压是瞬间高压、连续生产,一个小疏忽在每分钟几十冲次下会被无限放大。有些工程师把圆角半径设成R0.5,觉得“机床精度高,肯定能搞定”——没错,模具确实能做出R0.5,但材料流动受限,应力集中严重,很快就出现微裂纹,疲劳寿命直线下降。
这里不得不提一嘴:冲压件设计必须考虑纤维方向。轧制板材有各向异性,弯曲线尽量垂直于纤维方向,否则开裂几率大增。可实际呢?大部分图纸连纤维方向都不标,全靠供应商“猜”。供应商猜错了能怪谁?只能怪自己没要求。
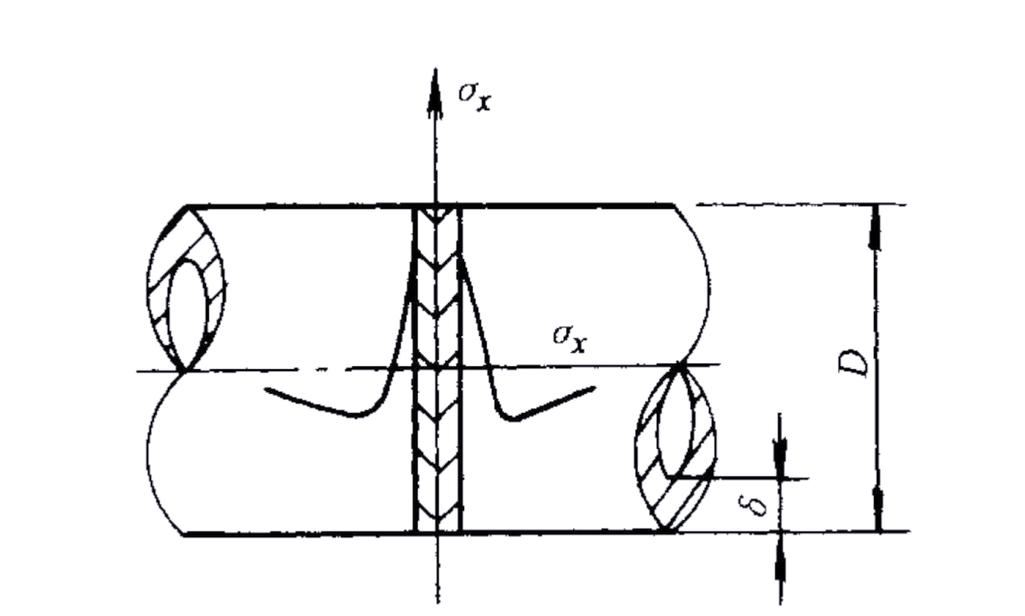
 冲压件设计缺陷案例开裂实物图
冲压件设计缺陷案例开裂实物图
材料越强,越要小心
这几年高强度钢用得越来越多,汽车减重嘛。DP800、DP1000,甚至热成形钢,强度上去了,问题也上去了。回弹量几乎和强度成正比——普通低碳钢回弹1-2度,高强度钢敢给你回弹5-10度,模具不补偿到位,零件出来就是变形。更头疼的是,不同批次材料性能波动大,同一炉号屈服强度能差个几十MPa,回弹补偿做了跟没做一样。
记得有一次,用了某个钢厂新一代复相钢,延伸率标注A50≥18%,实测才14%,冲压时圆角处直接开裂,废品率飙到30%。去质问钢厂,人家说“保证值是在标准试样下的,你们模具状态不好别赖材料”。噎得我说不出话。最后只能紧急调整压边力和润滑,勉强降到8%。
所以现在碰上新材料,我一定先做成形极限曲线(FLC),结合仿真分析。光看材料手册上的屈服、抗拉、延伸率,根本不够。还要关注厚向异性指数r值、加工硬化指数n值,这些才是冲压成形的关键参数。可惜很多小厂连这些概念都没听过。
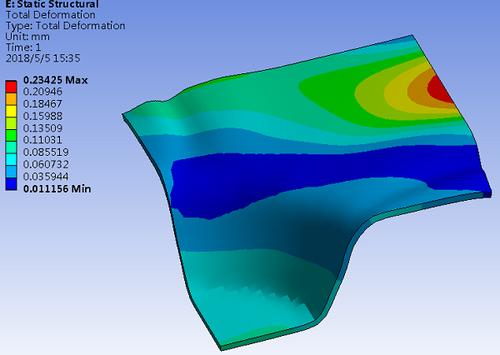 高强度钢板冲压回弹仿真云图
高强度钢板冲压回弹仿真云图
常见疑难杂症问答
问:冲压件出现毛刺,一般是什么原因?怎么快速解决?
答:毛刺是冲压最常见的缺陷,但原因可以列一长串。首先看模具间隙——间隙过大,材料撕裂产生毛刺;间隙过小或偏位,二次光亮带后撕裂,毛刺更凶。通常单边间隙取料厚的5%-8%,视材质调整。其次看刃口钝化程度,哪怕微小磨损,在高倍下看刃口圆角,就会造成材料受挤压而非剪切。很多工厂不舍得定时磨刃口,非要等到毛刺搞出不良才换,损失更大。另外,材料硬度不均、润滑不足、压料力不够导致板料翘曲也会加重毛刺。快速排查:先检查废料屑是否均匀,如果冲裁断面光亮带占比异常,多半是间隙或刃口的问题。用塞尺确认间隙,放大镜看刃口,立马见分晓。
问:冲压件表面有划伤或拉毛,怎么预防?
答:拉毛本质是金属与模具表面发生粘着磨损。尤其是不锈钢、铝合金等软材料,磨擦系数大,极易产生积屑瘤,随后划伤板面。解决要几手一起下。一是模具表面处理,氮化、镀硬铬、PVD涂层,关键在降低摩擦系数和提升硬度。模具镶块材料选粉末高速钢或硬质合金也不为过。二是润滑,根据变形剧烈程度选择合适的冲压油,黏度要匹配,不是越稠越好。三是检查模具表面粗糙度,抛光方向必须和材料流动方向一致,否则越拉越花。再就是定期清除模具上的积屑,超声波清洗或者手工研磨。如果某处反复拉毛,很可能是该处接触压力异常,要优化拉延筋布局或让压力更均匀。
工艺调试:少谈理论,多摸条件
仿真软件再先进,上机调试还是免不了。冲压是个经验活,更是个细活。我见过老师傅调模具,榔头敲几下,试冲后就能知道哪里差了几丝。现在很多年轻人过度依赖模拟,反而忽略了现场感觉。
比如说压边力——模拟通常给一个理想均匀的压力曲线,实际机床上压边圈受力各种偏载,垫片稍微不平,压力分布就飞了。这时候得用压敏纸实测,然后分段调整拉延筋高度。还有冲压速度,一般认为影响不大,但对一些敏感材料,速度低了发热小、润滑剂不易形成油膜,反而导致粘模;速度高了可能引起共振,零件成型不稳定。这些只能靠现场试。
再吐槽一下所谓的“标准工艺”:很多企业照搬国外参数,不考虑自家设备老化、模具状态、材料国产化差异。结果就是永远在救火。真正的高手,懂得根据当批次材料微调参数,甚至同一副模具夏天和冬天的间隙补偿都不一样。冲压这行,不变的就是一直在变。
说到最后,冲压件质量的根子,往往不在车间,而在设计和供应链前端。能把前期要求提清楚的,量产就轻松一大半。别总想着靠后道检验挑出不良品,废品率是冲压出来,不是挑出来的。记住这一点,能省下百万级学费。