注塑件缺陷防不胜防?干了十年注塑的老司机教你几招
干注塑这行,谁还没被几个破缺陷折磨过?缩水、飞边、翘曲……你看着刚打出来的件,恨不得把模具砸了。说实话,有时候真不是你的错,但问题总得解决对吧。今天不扯理论,就唠点实在的。
缩水,一个让设计师抓狂的坑
缩水这玩意儿,说白了就是塑料冷却时体积收缩,没补够料。你看着表面凹下去一块,心里那个堵啊。我遇到过最离谱的缩水,一个ABS外壳,筋位根部缩得跟老太太的脸似的——皱纹都出来了。调机师傅拼命加保压,从80Bar干到120Bar,毛用没有。为什么?因为浇口太小,提前凝固了,你后面压力再大,料也进不去。还有壁厚突变的地方,厚处冷却慢,薄处先硬了,就拽出凹陷。很多人只盯着工艺,注塑成型参数调来调去,却忽略产品设计和模具结构。✅ 关键点:优先保证浇口尺寸合理,保压时间要足够长到浇口凝固封口为止。模温适当高一点,让收缩更均匀。
问:为什么我明明加足了保压,缩水还是存在?
答:保压时间、压力固然重要,但浇口有没有提前凝固?如果浇口太小,熔体没补够就封死了,你压力再大也白搭。要么改浇口尺寸,要么在厚壁处加料。还有可能是模温太低,塑料一进模腔就冻结,根本没法补缩。所以,先看浇口和模温,别死磕保压。
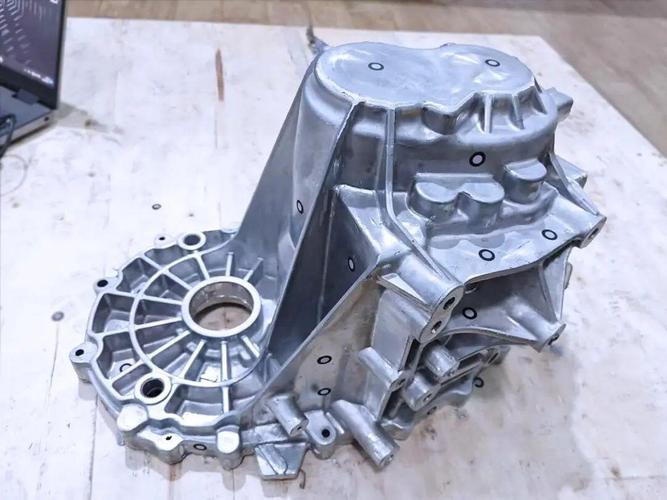
 注塑件缩水缺陷实物照片
注塑件缩水缺陷实物照片
飞边:模具没配好还是工艺瞎搞?
飞边——就是那种多出来的毛刺——烦得要死。分模面、滑块、顶针孔,哪儿都可能冒。我见过一个操机师傅,为了赶产量把注射速度调到飞起,结果飞边像给零件镶了一圈蕾丝边……这还不算,锁模力不足也是常见原因。新机器还好,老旧注射机,锁模系统磨损,实际锁模力可能只有标称的七八成。还有模具,用久了分模面塌角、磨损,你怎么调都有飞边。别费劲了,补焊抛光吧。❗ 但有时候,工艺真能救一时:降低注射压力、速度,提高锁模力(如果机器允许),调低熔体温度让塑料粘度大点,都能暂时缓解。不过治标不治本,模具间隙大了迟早要修。
问:新模具试模就有飞边,是不是模具精度不行?
答:八成是。但也要看是不是注射压力野蛮调高,或者模温过高导致塑料粘度太低。先降点温度和压力试试,不行再查模具配合——用红丹配模,看分模面接触是不是均匀。还有,模具平行度、模板变形,这些也容易造成局部飞边。新模就飞边,先别怪工艺,找模具厂来查。
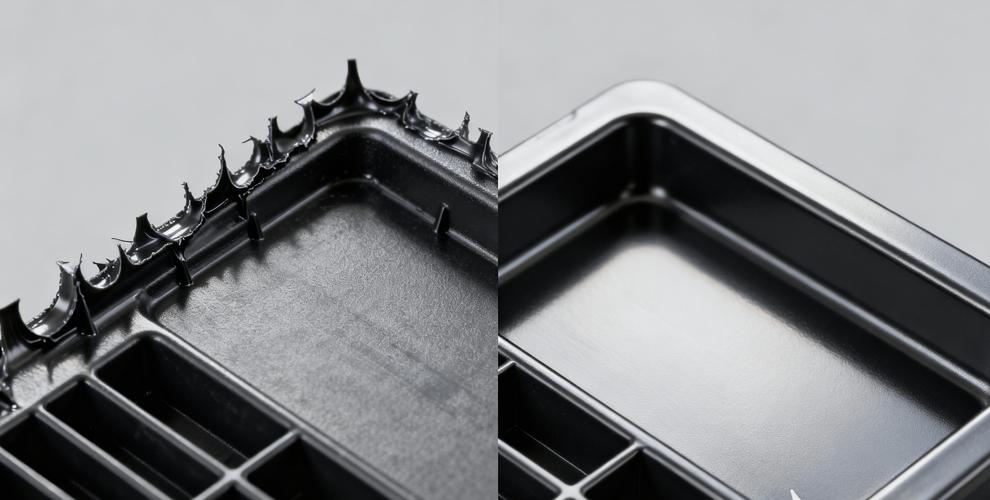 注塑件飞边缺陷特写
注塑件飞边缺陷特写
翘曲变形:应力释放的恶果
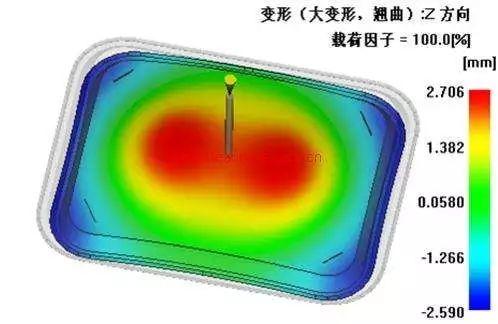 翘曲变形:应力释放的恶果
翘曲变形:应力释放的恶果
翘曲这个东西啊,最让人头疼。外观平整度不行,装配都进不去。它本质是内应力在作怪。塑料流动取向、冷却不均匀、脱模顶出不均,都会攒下应力,出模后慢慢释放,就扭了。特别是玻纤增强材料——PP+GF30你用过吧?横向和纵向收缩率能差出五倍以上!设计时没考虑纤维取向导致的各向异性,产品不翘才怪。之前做汽车内饰件,一个平板类件,没加多少加强筋,出模后翘得像个锅盖,客户直接退货。后来模流分析一看,充填末端应力集中得离谱。💡 改善方法:从模具设计入手——均匀壁厚、加筋位、优化浇口位置让流动平衡。工艺上,提高模温使冷却更平和,延长冷却时间,让应力在模内多释放一点。对翘曲严重的件,有时甚至得用治具定型后再退火。
问:为什么我按模流分析调了工艺,翘曲还是超差?
答:模流分析不是万能的,它基于很多假设。材料批次收缩率波动、模具实际温度场偏差、甚至车间环境温度变化,都会让结果偏离。真正有效的是,先做DOE试验,找出影响最大的因子,再针对性优化。另外,检查脱模是否平衡——顶针位置不当、脱模斜度太小,出模时硬拽,当场就给你扭了。
熔接痕:强度杀手怎么破?
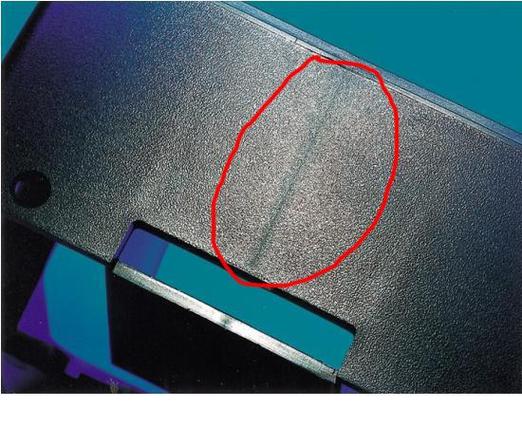 熔接痕:强度杀手怎么破?
熔接痕:强度杀手怎么破?
熔接痕,两股料流相遇时冷锋面没融合好,不光外观有条线,强度更是断崖式下降。碰到结构件,这就是风险点。多浇口、有嵌件、孔洞周围,都是熔接痕高发区。改善原则很简单:让两股料流汇合时温度和压力足够高,能真正“焊”在一起。怎么办?提高模具温度、熔体温度,加快注射速度,让熔体前锋来不及冷却就汇合。还有排气——困气会阻碍融合,开个排气槽往往立竿见影。💡 我做过一个透明PC件,熔接痕明显到客户拒收。把模温从60℃提到90℃,注射速度提高30%,痕淡了很多,但强度还是比本体低15%。后来在汇合处加了个溢料槽,让冷料先挤出去,效果出奇的好。不过,提高温度得注意材料降解,别把料烤黄了。
问:熔接痕无论如何都消除不掉,怎么办?
答:如果外观和强度要求极严,可能得从根源改设计:减少浇口数量,让熔体单向流动;或者把熔接痕挪到非受力、非外观面。实在不行,后处理喷漆遮一遮。但结构件,必须保证强度,那就只能通过模流分析优化位置,然后提高汇合温度,再保险点,加个溢料井吸收冷料。
注塑就是这么多坑,填了一个又一个。经验靠时间堆,书本上的东西太理想化。多下车间,多摸机,多看看废品——缺陷不说谎。别怕犯错,每个废品都是学费。