机加工件采购防坑指南:那些老师傅不说你永远不知道的秘密
干了十几年采购,我见过把45钢当Cr12卖的,也见过表面处理一塌糊涂硬说达到Ra0.8的——真当人是傻子?可偏偏就有不少新手被坑,今天索性敞开聊聊。
 机加工件报价单明细表对比示例
手持式光谱仪检测金属材质现场图
检验环节,你看到的未必是真的
很多采购会说:“我要求全检,每一件都测。” 天真。你不可能整天蹲在厂里,就算派人去,人家也能在你眼皮底下变戏法。最常见的:样品合格,大货缩水。送样时精挑细选,连毛刺都修得干干净净;一量产,刀纹、变形全出来了。这时候怎么办?
我的做法是,随机抽检,而且一定是现场抽,不让对方准备。直接去车间,从成品框里摸几件,当场量关键尺寸。如果发现一件超差,整批重检,费用供应商承担。这招虽然凶狠,但有效。毕竟,你不对他狠,他就对你狠。
问:“供应商总说‘公差太严做不了’,是不是我真要放宽?”
答:大部分时候,是嫌麻烦。±0.01mm确实难,但如果是±0.05mm,正规加工厂都能做到。如果他强调做不了,八成是设备老旧或者不想调机。别轻易让步,除非你验证过确实不影响装配。否则你一松口,他就敢给你做到±0.1,反正“图纸改了嘛”。我曾经为一个±0.02的孔距死磕了三天,最后换了一家,人家轻松搞定,成本还低了15%。所以,别被忽悠。
问:“如何快速判断一个机加工供应商是否靠谱?”
答:分享三个冷门方法。第一,看他车间里的量具。如果只有一把卡尺,连千分尺都没有,趁早走人。第二,问他要过去做过的类似零件图,哪怕打码,看他有没有留档习惯。有图档管理的工厂,质量体系不会太差。第三,突击去看他的废品区。废品多不一定代表技术烂,但完全没有废品——要么骗人,要么根本没干过高要求活。这些细节比认证证书真实得多。
其实,机加工件这个行业,水既深又浅。深的是,偷工减料的花样层出不穷;浅的是,只要你抓牢材料、工艺、检验这几关,90%的坑都能避开。别信什么“合作共赢”“长期伙伴”,在利益面前,只有白纸黑字的合同和实打实的检测数据靠得住。共勉。
机加工件报价单明细表对比示例
手持式光谱仪检测金属材质现场图
检验环节,你看到的未必是真的
很多采购会说:“我要求全检,每一件都测。” 天真。你不可能整天蹲在厂里,就算派人去,人家也能在你眼皮底下变戏法。最常见的:样品合格,大货缩水。送样时精挑细选,连毛刺都修得干干净净;一量产,刀纹、变形全出来了。这时候怎么办?
我的做法是,随机抽检,而且一定是现场抽,不让对方准备。直接去车间,从成品框里摸几件,当场量关键尺寸。如果发现一件超差,整批重检,费用供应商承担。这招虽然凶狠,但有效。毕竟,你不对他狠,他就对你狠。
问:“供应商总说‘公差太严做不了’,是不是我真要放宽?”
答:大部分时候,是嫌麻烦。±0.01mm确实难,但如果是±0.05mm,正规加工厂都能做到。如果他强调做不了,八成是设备老旧或者不想调机。别轻易让步,除非你验证过确实不影响装配。否则你一松口,他就敢给你做到±0.1,反正“图纸改了嘛”。我曾经为一个±0.02的孔距死磕了三天,最后换了一家,人家轻松搞定,成本还低了15%。所以,别被忽悠。
问:“如何快速判断一个机加工供应商是否靠谱?”
答:分享三个冷门方法。第一,看他车间里的量具。如果只有一把卡尺,连千分尺都没有,趁早走人。第二,问他要过去做过的类似零件图,哪怕打码,看他有没有留档习惯。有图档管理的工厂,质量体系不会太差。第三,突击去看他的废品区。废品多不一定代表技术烂,但完全没有废品——要么骗人,要么根本没干过高要求活。这些细节比认证证书真实得多。
其实,机加工件这个行业,水既深又浅。深的是,偷工减料的花样层出不穷;浅的是,只要你抓牢材料、工艺、检验这几关,90%的坑都能避开。别信什么“合作共赢”“长期伙伴”,在利益面前,只有白纸黑字的合同和实打实的检测数据靠得住。共勉。
报价单里的文字游戏
先给你看个真实例子。去年有个铝件,图纸简单,就几个孔和台阶。三家供应商报价:A家150,B家280,C家80。你猜我选的谁?……最后选了B家,但过程气炸了。为什么呢?A家材料费报50,工时100,看起来合理,但他没写材料牌号,打电话去问支支吾吾,原来打算用6061边角料。C家就更离谱,80块钱,连材料成本都不够,摆明了准备做一半加价。只有B家老老实实标了7075-T6,热处理工艺、表面处理都列清楚,虽然贵,但至少透明。 所以,第一条铁律:拿到报价单,先核材料+工艺,别光看总价。否则省下来的钱,后面十倍吐出来。❗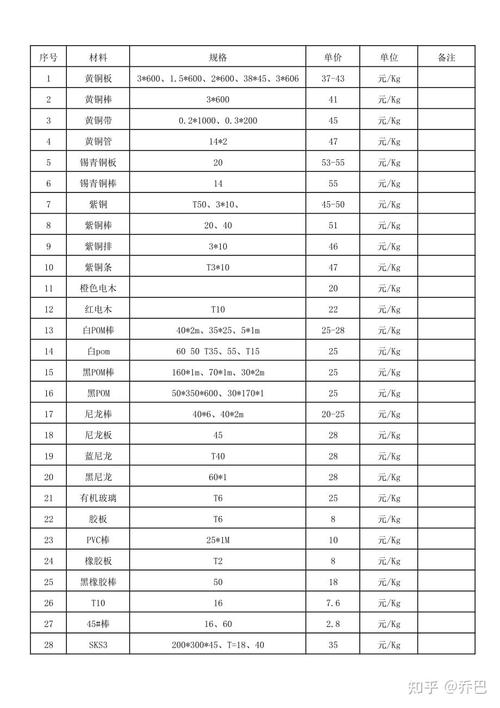 机加工件报价单明细表对比示例
机加工件报价单明细表对比示例
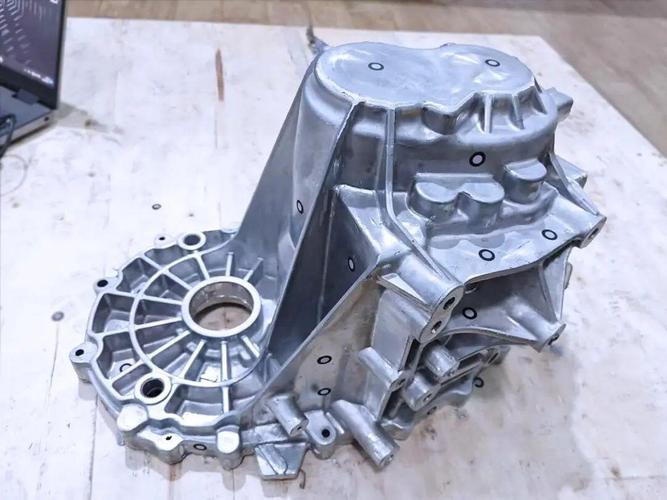
材料偷换有多疯狂
说个业内心照不宣的玩法。不锈钢,SUS304和SUS201,肉眼分不出吧?201便宜一大截,但耐腐蚀性差老了。某些供应商就混着用,反正你又没光谱仪。有一次我们收到一批轴,图纸要求304,入库检测一打光谱——镍含量偏低,摆明是201。找老板对峙,他居然说“不影响使用,我们一直这么干”。气得我当场退货,拉黑。 记住,没有材质报告单的机加工件,都是耍流氓。哪怕小批量,也要让对方提供随炉试棒或者切片检测报告。不然等设备坏了,追责都追不回来。 还有更绝的:热处理偷工。表面淬火给你少保几分钟,硬度降个HRC 2-3度,你拿锉刀都试不出来。等用上半年,齿轮磨损了,你找谁去?💡 手持式光谱仪检测金属材质现场图
手持式光谱仪检测金属材质现场图
检验环节,你看到的未必是真的
 检验环节,你看到的未必是真的
很多采购会说:“我要求全检,每一件都测。” 天真。你不可能整天蹲在厂里,就算派人去,人家也能在你眼皮底下变戏法。最常见的:样品合格,大货缩水。送样时精挑细选,连毛刺都修得干干净净;一量产,刀纹、变形全出来了。这时候怎么办?
我的做法是,随机抽检,而且一定是现场抽,不让对方准备。直接去车间,从成品框里摸几件,当场量关键尺寸。如果发现一件超差,整批重检,费用供应商承担。这招虽然凶狠,但有效。毕竟,你不对他狠,他就对你狠。
问:“供应商总说‘公差太严做不了’,是不是我真要放宽?”
答:大部分时候,是嫌麻烦。±0.01mm确实难,但如果是±0.05mm,正规加工厂都能做到。如果他强调做不了,八成是设备老旧或者不想调机。别轻易让步,除非你验证过确实不影响装配。否则你一松口,他就敢给你做到±0.1,反正“图纸改了嘛”。我曾经为一个±0.02的孔距死磕了三天,最后换了一家,人家轻松搞定,成本还低了15%。所以,别被忽悠。
问:“如何快速判断一个机加工供应商是否靠谱?”
答:分享三个冷门方法。第一,看他车间里的量具。如果只有一把卡尺,连千分尺都没有,趁早走人。第二,问他要过去做过的类似零件图,哪怕打码,看他有没有留档习惯。有图档管理的工厂,质量体系不会太差。第三,突击去看他的废品区。废品多不一定代表技术烂,但完全没有废品——要么骗人,要么根本没干过高要求活。这些细节比认证证书真实得多。
其实,机加工件这个行业,水既深又浅。深的是,偷工减料的花样层出不穷;浅的是,只要你抓牢材料、工艺、检验这几关,90%的坑都能避开。别信什么“合作共赢”“长期伙伴”,在利益面前,只有白纸黑字的合同和实打实的检测数据靠得住。共勉。
检验环节,你看到的未必是真的
很多采购会说:“我要求全检,每一件都测。” 天真。你不可能整天蹲在厂里,就算派人去,人家也能在你眼皮底下变戏法。最常见的:样品合格,大货缩水。送样时精挑细选,连毛刺都修得干干净净;一量产,刀纹、变形全出来了。这时候怎么办?
我的做法是,随机抽检,而且一定是现场抽,不让对方准备。直接去车间,从成品框里摸几件,当场量关键尺寸。如果发现一件超差,整批重检,费用供应商承担。这招虽然凶狠,但有效。毕竟,你不对他狠,他就对你狠。
问:“供应商总说‘公差太严做不了’,是不是我真要放宽?”
答:大部分时候,是嫌麻烦。±0.01mm确实难,但如果是±0.05mm,正规加工厂都能做到。如果他强调做不了,八成是设备老旧或者不想调机。别轻易让步,除非你验证过确实不影响装配。否则你一松口,他就敢给你做到±0.1,反正“图纸改了嘛”。我曾经为一个±0.02的孔距死磕了三天,最后换了一家,人家轻松搞定,成本还低了15%。所以,别被忽悠。
问:“如何快速判断一个机加工供应商是否靠谱?”
答:分享三个冷门方法。第一,看他车间里的量具。如果只有一把卡尺,连千分尺都没有,趁早走人。第二,问他要过去做过的类似零件图,哪怕打码,看他有没有留档习惯。有图档管理的工厂,质量体系不会太差。第三,突击去看他的废品区。废品多不一定代表技术烂,但完全没有废品——要么骗人,要么根本没干过高要求活。这些细节比认证证书真实得多。
其实,机加工件这个行业,水既深又浅。深的是,偷工减料的花样层出不穷;浅的是,只要你抓牢材料、工艺、检验这几关,90%的坑都能避开。别信什么“合作共赢”“长期伙伴”,在利益面前,只有白纸黑字的合同和实打实的检测数据靠得住。共勉。