锻件行业这些年踩过的坑,以及一些不吐不快的实话
做锻件这行久了,有时候真觉得——这玩意儿太吃经验。不是书本上那套理论不对,而是现场给你来个始锻温度没控好、模具开裂、折叠裂纹……你当场就得懵。我入行头三年,报废的料比干出来的多,师傅骂人是真难听。
但锻件又是工业的脊梁。风电主轴、核电封头、航空发动机涡轮盘,离了它一个都转不起来。近十年国内锻造产能翻着跟头涨,可高端件还是被卡脖子。不是咱们没设备,大压机不少,是工艺稳定性、质量一致性差口气。
锻件不是砸两下那么简单
很多人觉得锻造就是“烧红了捶”,锤几下就成了。说实话,我最早也这么想……后来被现实教育了。自由锻、模锻、辗环、径向锻造,每一种背后都是材料变形机理和无数次仿真迭代。现在搞锻件,你先得用Deform或Simufact做工艺模拟,流线要顺着受力方向走,不然疲劳寿命直接打对折。
有个真实例子:某风机主轴,国外要求探伤等级跟航空件一个标准。咱们第一次干,内部疏松怎么都过不了。后来把镦粗比从2.5调到3.2,又改了砧宽比,才勉强达标。这就是差距——数据积累不够,只能一遍遍试。
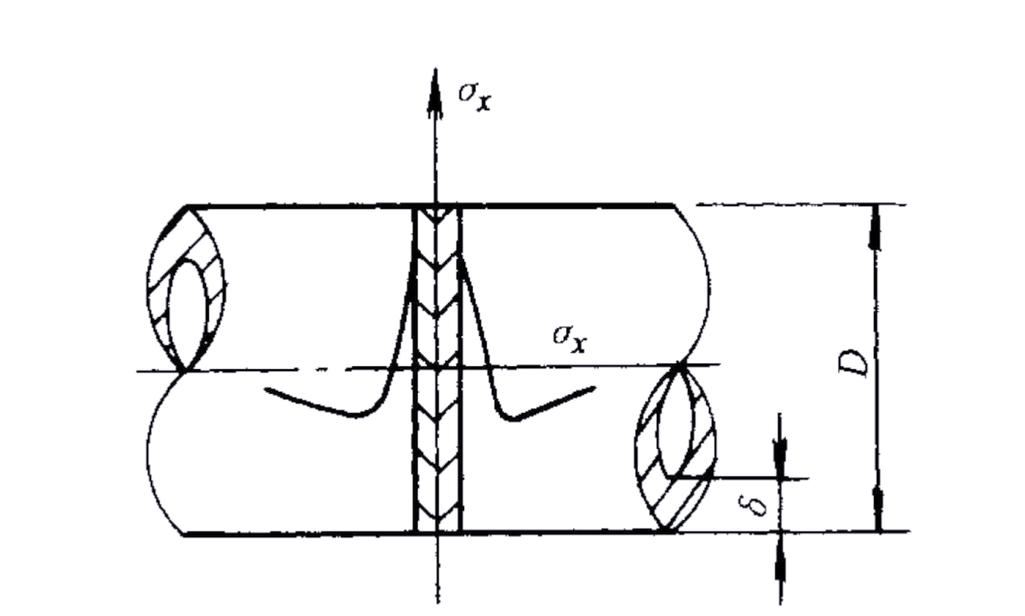
 大型自由锻压机锻造风电主轴场景
大型自由锻压机锻造风电主轴场景
材料、温度、模具,哪个掉链子都完蛋
有一回接了个40CrNiMoA的曲轴锻件,要求调质后硬度32-36HRC。我们按常规工艺走,结果一批里三根硬度掉到28以下。查了整条线:加热炉温控没问题,淬火油冷速也对。最后发现——钢厂那批料含碳量走下限,淬透性带宽给得太宽。采购还嘴硬说符合国标……从此我立规矩:进厂材料必须每炉复验端淬,哪怕多花两天。
模具寿命也是头疼事儿。H13热作模具钢,氮化后打几千件就龟裂了。试过各种表面处理,TD、PVD都用过,最后发现是冷却水管路设计不合理,模芯局部超温。改流道之后寿命翻了一倍。这种细节,书上不写,纯靠交学费。
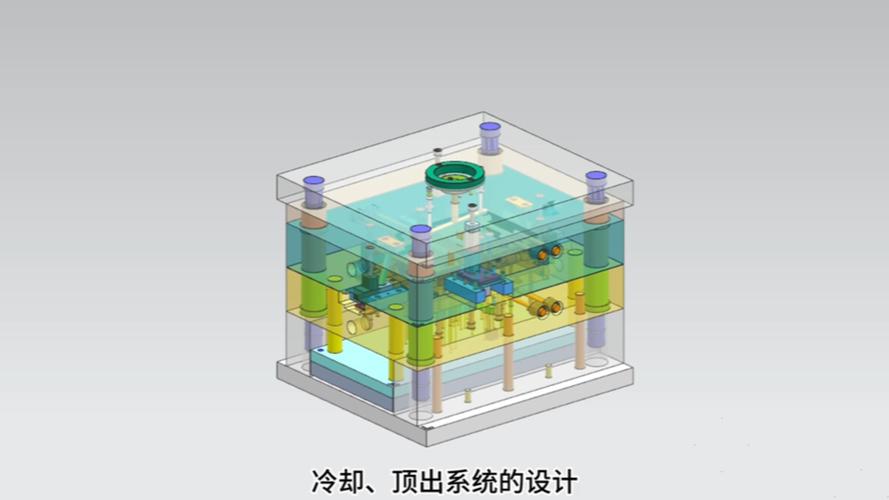 锻压模具三维流道冷却系统设计图
锻压模具三维流道冷却系统设计图
检测手段上来了,成本也上来了
 检测手段上来了,成本也上来了
检测手段上来了,成本也上来了
现在客户越来越懂,指定要相控阵超声、水浸C扫,有些还要做磁记忆检测。以前我们一根轴打完凭肉眼看看,再打打硬度就发货。如今得做全套:UT、MT、PT,有些还要做残余应力测试。增加的成本摊到锻件上,报价就高了,客户又不乐意。两头挤。
不过话说回来,检测确实暴露出很多隐藏问题。有次探伤发现芯部有白点——氢致裂纹。后来追查是炼钢过程扩散氢没去干净。这种件要是装机,用不了两年就得断。所以尽管肉疼,检测还是得做,而且得按批次留好追溯记录,出问题能溯源。
问:锻件和铸件到底怎么选?听说铸件便宜,但强度不行?
答:这话不能一概而论。铸件确实成本低,形状自由度大,尤其大型壳体类。但铸态组织有枝晶偏析、缩松,抗拉强度和冲击韧性总体低于同材质的锻件。关键要看承载状态。如果零件受交变弯曲载荷或冲击,比如连杆、十字轴,必须用锻件——流线连续,韧脆转变温度更低。如果只是承受压应力或非关键支撑,用铸件也无妨,还能省去锻造模费。现在还有连铸连锻工艺,把连铸坯直接模锻,也算折中方案。
问:找外协锻件厂,怎么快速判断靠不靠谱?
答:先别看报价,先要三件东西:资质、样品切片、客户清单。特种设备制造许可证或船级社认证是基本门槛;切片看低倍,中心疏松、一般疏松、锭型偏析都得在允许级;客户清单要是有一两家主机厂长期合作,心里就有点底。再去现场看看加热炉温控记录是不是实时打印,不是手抄的。再问他们有没有工艺仿真能力。现在连锻造模拟都不做的厂子,基本是靠天吃饭,别指望一致性。
再一个,看他们退火和正火设备。不少厂锻造还行,热处理拉胯。锻后热处理不到位,后续加工应力变形,哭都来不及。
数字化喊得响,落地是真难
 数字化喊得响,落地是真难
数字化喊得响,落地是真难
这几年工业4.0、数字孪生、智能制造……锻件行业也跟风。理想很好:上MES,采集压机吨位、加热温度、冷却曲线,自动优化工艺。实际呢?老设备根本没通讯接口,传感器装上去漂得厉害。我们车间那台万吨压机,改造加装位移传感器就花了小半年,最后数据抖动还是大。
有些厂号称建了“智能锻造产线”,我去看过,很多只是做了数据看板,根本没有闭环控制。没有工艺知识库支撑,数据只是废数字。但这不意味着放弃。我们正一条条积累典型件的工艺参数,先做到“无纸化报工和数据追溯”,下一步才是实时调参。步子大了容易扯着蛋。
真正有价值的是机器视觉。现在有团队用红外热像测锻件出炉温度分布,结合视觉识别折叠裂纹,比老师傅眼睛快。缺陷漏检率降了30%以上。这种可以逐步上。
最后啰嗦一句:别迷信“国外工艺直接搬”。我见过德国一家锻压厂的模具冷却参数直接用到国内,夏天车间温度高,油温下不来,模具照样早衰。任何参数都得针对本地气候、材料批次、设备状态做适应性调整。锻造这行,尊重现场,尊重数据,才少挨教训。