铸件缺陷?别慌!一个车间老师傅的肺腑之言
干了二十多年铸造,有人问我:什么样的铸件才算好?很简单,没有缺陷的就是好铸件。但这话说了等于没说。现实是,从熔炼到浇注,从落砂到热处理,每一步都暗藏杀机——砂眼、气孔、缩松、裂纹……随便一种就能让整炉报废。有时候看着那些千疮百孔的铸件,真心觉得这行当就是和缺陷死磕。
今天不扯虚的。聊聊那些让人头疼的缺陷,抓根子,找解法。
砂眼:型砂没管好的锅
砂眼,最常见也最烦人。铸件表面或内部的孔洞里,嵌着砂粒,有时候一抠就掉,露出个大窟窿。原因千头万绪,但归结起来就一句话:型砂强度不够,或者型腔内不干净。你说你造型时压实比是调的,涂料也刷了,怎么还出砂眼?
仔细想。是不是浇注温度太高,把型砂烧结黏连了?是不是浇注系统设计有问题,铁水冲刷太猛,把砂冲下来了?又或者,合箱的时候随手一吹,以为吹干净了,结果角落里还藏着余砂?这些细节,书本不会告诉你。
解决思路:
- 控制型砂性能——湿压强度、透气性、紧实率,一个都别糊弄。✅
- 浇注系统尽量用底注或阶梯注,减少铁水对型腔的冲刷。💡
- 合箱前用压缩空气吹型腔,再拿个内窥镜看一眼盲孔深处。别嫌麻烦!
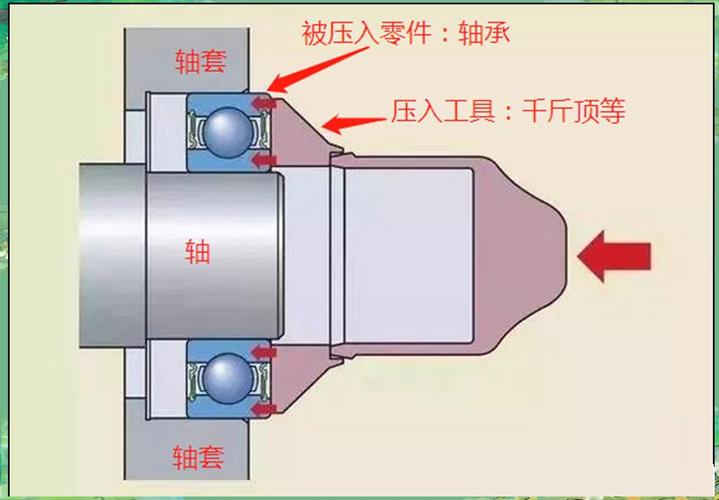
 铸件砂眼缺陷剖面图
铸件砂眼缺陷剖面图
吐槽一句:有些工厂为省成本,旧砂回用比例高得离谱,除尘系统也不到位。结果型砂里粉尘多、有效黏土少,强度上不去。这不叫降本,这叫给自己挖坑。
气孔与针孔:气没出去,就留在了里边
气孔分侵入气孔、析出气孔、反应气孔……学术名词一堆。说到底,就是金属液中气体没及时排出,凝固时析出成孔。针孔密密麻麻分布在铸件表面,有时肉眼看不出,但气压试验一测,渗漏。那时候才知道肉疼。
记得有次做球铁壳体,全部针孔报废。查了两天,最后发现是孕育剂受潮了。就这点小事,葬送了一炉铁水。❗孕育剂、覆盖剂、炉料,都必须干燥。有些人雨天直接露天摆着,不死才怪。
另外,型芯排气也很关键。芯子里头要埋蜡线或塑料管,做出排气通道。不然浇注时树脂燃烧产生气体,憋在里头,必出气孔。很多时候,你以为排气孔开够了,其实通道不够通畅,气憋在里面压力高着呢。
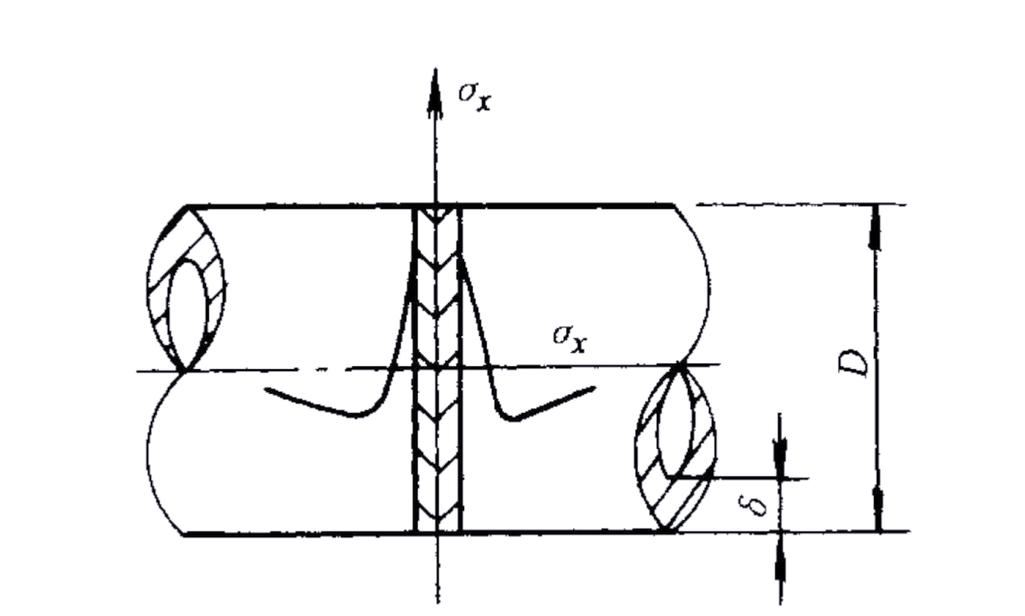
 铸件气孔缺陷微观图
铸件气孔缺陷微观图
快速排查清单:
- 炉料是否干燥、无锈?
- 脱氧除气工艺执行到位了吗?铝脱氧、钙处理还按老规矩来?
- 浇包烘烤充分吗?
- 型芯排气口是否畅通?
说实话,气孔预防是个系统工程,不是调一两个参数能解决的。需要从熔炼到浇注全流程管控。
缩松缩孔:补缩通道设计是门艺术
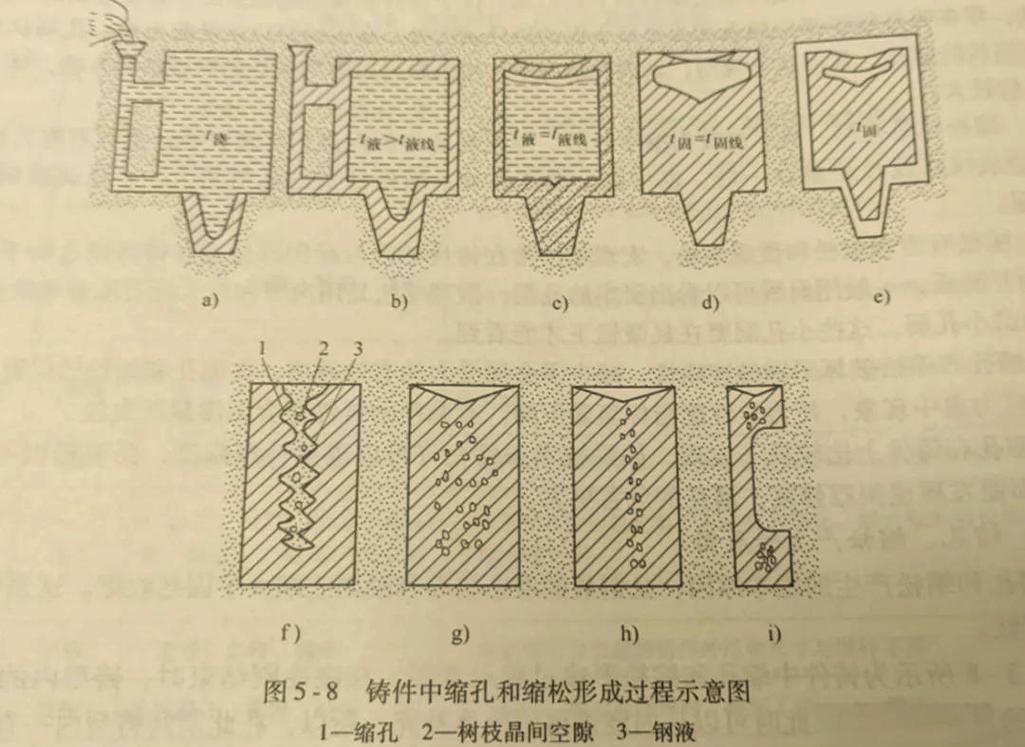 缩松缩孔:补缩通道设计是门艺术
缩松缩孔:补缩通道设计是门艺术
铸件壁厚变化处,热节中心,最后凝固的地方没铁水补了,就形成缩松或缩孔。宏观上可见大空腔,或者微缩松区,犹如海绵。材质强度大打折扣,甚至不敢用。
工艺设计时,顺序凝固原则是至理名言:让凝固从远离冒口的地方开始,逐渐向冒口推进,最后冒口补缩。但到底怎么实现?冒口大小、位置、冷铁摆放,全凭经验。CAE模拟能做参考,但说到底还要靠老师傅的手感。软件算出来没问题,实际浇出来缩松,见的还少吗?因为砂型热物性参数不准,边界条件设置理想化,现场浇注温度波动一下就全完了。
处理缩松,要么加冒口,要么改结构。设计时就该跟工程师沟通,避免壁厚突变,圆角给足。但往往图纸到铸造厂直接生产,没人敢提修改建议。那就只能在冒口上较劲了。
问:我们厂做铝铸件,缩松问题频发,怎么快速改善?
答:先看浇注温度。太高,收缩大;太低,流动性差,补缩通道堵死。找平衡。其次,加强冒口的补缩效率——提高冒口高度;也试试保温冒口套,效果立竿见影。另外,如果允许,在厚大部位放激冷块,创造人工末端区,让缩松转移到冒口里去。别忘了,铝液要除气除渣彻底,否则氧化夹杂和缩松叠加,问题更隐蔽。
问:铸钢件热处理后发现裂纹,是铸态缺陷还是热处理应力?
答:多半是铸造时就存在微裂纹,热处理时应力扩展撕大了。检查裂纹断面,如果氧化色深,说明铸态即有;如果断口新鲜,可能是热处理急冷引起。但实践中常见原因是铸态组织中存在缩松或夹杂,成为应力集中点,淬火时一激,就裂了。所以先解决铸造致密性问题,再优化热处理工艺,比如入水温度、冷却介质、回火及时性。
冷隔与浇不足:铁水没跑到位
铁水还没流到该去的地方就凝固了,留下一条接缝或圆角缺肉,叫冷隔。薄壁件、浇注温度低、浇注系统截面太小,都会导致。有时候我们觉得温度够了,但铁水在型腔里一拐弯,热量损失没考虑进去,远端就凉了。
改善:提高浇注温度(别把型烧坏就行),加大内浇道截面,尤其多点内浇道,让铁水均匀填充。还有,注意排气,憋气也会阻碍流动。
不过,过度提高浇注温度会带来粘砂、缩松、能源浪费。又是一个权衡。这行当就是各种矛盾的平衡。
结语:把活做细
铸造缺陷千奇百怪,但根子往往在人机料法环测的某个角落。原料检验抓严了没?工艺参数真正落实了没?操作工培训到位了没?我们用着最好的仿真软件,可还是要靠责任心和抠细节。一个铸件,从熔炉出来的那一刻起,就带着所有工艺的烙印。别等客户投诉了才去分析,那时候已经晚了。
铸造是门手艺,更是科学。学无止境。