工业粘接的底层逻辑:失效、选型与那些年我踩过的坑
真不是吓你,在工业现场,十个结构失效里少说有六个跟粘接有关。上周我盯着一个开裂的电机磁钢粘接面,心里那个憋屈——明明胶水是进口的,工艺单也签了,怎么还出岔子?后来一查,固化温度低了5度。就5度。你说气人不气人。
这事儿让我想起刚入行那会儿,总觉得粘接嘛,不就是涂胶、压合、等干?结果被现实反复打脸。现在回头看,粘接是门玄学,也是门科学。
 金属表面粘接微观结构电镜图
举个简单例子:铝合金粘接前要表面处理。阳极氧化、化学蚀刻或者至少打磨除油。有次去一家新供应商,他们用酒精棉擦一下就直接涂胶,振振有词:“我们都这么干十几年了,没出过事。”结果呢?那批产品三个月后开始脱胶,拉力测试数据惨不忍睹。表面不该有的氧化层和油污,让胶水根本没机会“咬”住基材。
所以,工序里最不起眼的清洁环节,往往决定了粘接的生死。
胶水选型:没有万能药
市场上的胶粘剂种类,少说上百种。环氧、聚氨酯、丙烯酸、厌氧、瞬干、硅胶……每个大类下面还有细分型号。怎么选?说实话,连很多老工程师都头疼。
我自己的惨痛教训:曾经为了图方便,用瞬干胶固定一个小塑料齿轮。初期扭矩没问题,但机器连续运转十几个小时后,齿轮松脱了。原因?瞬干胶耐热性差,而且对尼龙这种结晶性塑料粘接力低。后来老老实实换成环氧树脂,问题解决。
选型必须盯着工况表看:温度范围、介质、受力类型(剪切、剥离、冲击)、固化时间、粘度、填充间隙……有一个参数不吻合,都得认栽。
问:我经常遇到环氧胶固化后发脆,是不是配比问题?
答:不一定。环氧胶发脆,配比不准当然是常客,但很多人忽略了一点——固化条件。高温固化过快,内应力释放不出来,胶层就会脆。还有,有些环氧本身韧性就差,得选增韧配方。更隐蔽的坑是:胶层过厚,收缩应力集中。
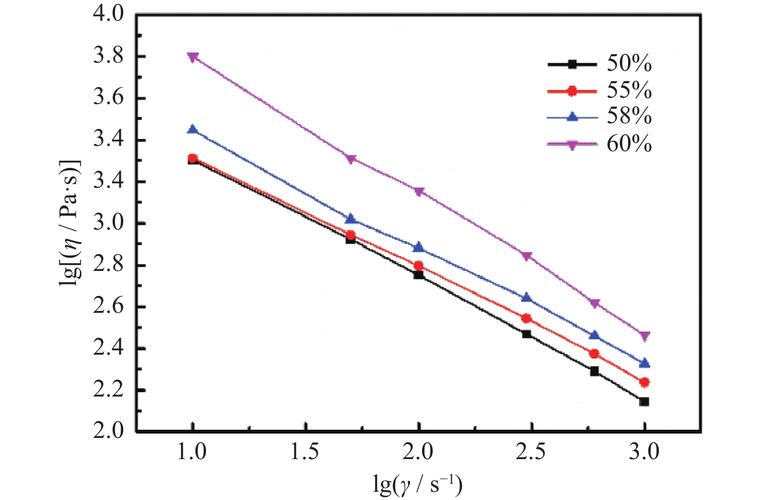
不同胶粘剂剪切强度对比图表
还有一个趋势值得注意:新能源汽车电池包大量用结构胶,导热、绝缘、耐振动,一道工序兼顾。国内几家大厂已经在推双组份聚氨酯和导热环氧,这比传统机械固定减重不少。但工艺窗口极窄,施胶精度要控到±0.1mm,线边还得配实时监测。
问:塑料件粘接用瞬干胶总是不牢固,怎么回事?
答:瞬干胶对某些塑料天生不“感冒”,比如PE、PP。这俩属于低表面能材料,得先用底涂处理,或者选对应专用瞬干胶。另外,瞬干胶怕潮,也怕太干——湿度太低固化慢,太高又容易白化。小零件还好,大件粘接就别勉强瞬干胶了,上结构胶才是正道。
自动点胶机器人施胶轨迹示意图
现在有些智能点胶系统,集成视觉检测,能实时判断胶线宽度、断胶、溢胶。确实好用,但贵。适合大批量、高价值的场景,比如手机中框点胶。一般工厂,还是得靠人+半自动设备死磕。
我个人的执念:粘接试样必须跟产品同批做老化测试。高低温循环、湿热、盐雾……别心疼那点钱。因为量产中原材料批次波动、固化炉温度场不均匀,都可能让实验室数据沦为废纸。我见过太多前期验证完美,一到量产就扑街的案例。
问:结构粘接到底需不需要做破坏测试?
答:必须做!而且不是抽检一两个就完事。要制定抽样规则,定期做剪切或拉伸破坏,记录失效模式。内聚破坏(胶层内裂)通常OK,但界面破坏(胶与基材脱开)就要拉警报了。这玩意的数据积累,是工艺稳定的唯一依据。
问:厌氧胶用在螺纹锁固,为什么有时拆不下来?
答:选错强度等级了呗。厌氧胶分低、中、高强度,颜色标识不同。一般螺纹锁固用中等强度,可拆卸。你非要用高强度,还涂满整圈螺纹,那只能加热到200℃以上才能拆,零件都废了。记住:厌氧胶不是涂得越多越好,过量反而影响固化。
这些年踩坑无数,最大的体会:粘接问题,八成不是胶水不行,是人不行。要么选型偷懒,要么工艺糊弄,要么测试省略。
下次再粘不住,别总怪胶水。先看看你的表面处理,也许一根棉签就能解决问题。更别迷信“免处理”胶粘剂,那玩意有严格限制条件。工业里,可靠性是设计、材料、工艺共同堆出来的,偷不得半点懒。
金属表面粘接微观结构电镜图
举个简单例子:铝合金粘接前要表面处理。阳极氧化、化学蚀刻或者至少打磨除油。有次去一家新供应商,他们用酒精棉擦一下就直接涂胶,振振有词:“我们都这么干十几年了,没出过事。”结果呢?那批产品三个月后开始脱胶,拉力测试数据惨不忍睹。表面不该有的氧化层和油污,让胶水根本没机会“咬”住基材。
所以,工序里最不起眼的清洁环节,往往决定了粘接的生死。
胶水选型:没有万能药
市场上的胶粘剂种类,少说上百种。环氧、聚氨酯、丙烯酸、厌氧、瞬干、硅胶……每个大类下面还有细分型号。怎么选?说实话,连很多老工程师都头疼。
我自己的惨痛教训:曾经为了图方便,用瞬干胶固定一个小塑料齿轮。初期扭矩没问题,但机器连续运转十几个小时后,齿轮松脱了。原因?瞬干胶耐热性差,而且对尼龙这种结晶性塑料粘接力低。后来老老实实换成环氧树脂,问题解决。
选型必须盯着工况表看:温度范围、介质、受力类型(剪切、剥离、冲击)、固化时间、粘度、填充间隙……有一个参数不吻合,都得认栽。
问:我经常遇到环氧胶固化后发脆,是不是配比问题?
答:不一定。环氧胶发脆,配比不准当然是常客,但很多人忽略了一点——固化条件。高温固化过快,内应力释放不出来,胶层就会脆。还有,有些环氧本身韧性就差,得选增韧配方。更隐蔽的坑是:胶层过厚,收缩应力集中。
不同胶粘剂剪切强度对比图表
还有一个趋势值得注意:新能源汽车电池包大量用结构胶,导热、绝缘、耐振动,一道工序兼顾。国内几家大厂已经在推双组份聚氨酯和导热环氧,这比传统机械固定减重不少。但工艺窗口极窄,施胶精度要控到±0.1mm,线边还得配实时监测。
问:塑料件粘接用瞬干胶总是不牢固,怎么回事?
答:瞬干胶对某些塑料天生不“感冒”,比如PE、PP。这俩属于低表面能材料,得先用底涂处理,或者选对应专用瞬干胶。另外,瞬干胶怕潮,也怕太干——湿度太低固化慢,太高又容易白化。小零件还好,大件粘接就别勉强瞬干胶了,上结构胶才是正道。
自动点胶机器人施胶轨迹示意图
现在有些智能点胶系统,集成视觉检测,能实时判断胶线宽度、断胶、溢胶。确实好用,但贵。适合大批量、高价值的场景,比如手机中框点胶。一般工厂,还是得靠人+半自动设备死磕。
我个人的执念:粘接试样必须跟产品同批做老化测试。高低温循环、湿热、盐雾……别心疼那点钱。因为量产中原材料批次波动、固化炉温度场不均匀,都可能让实验室数据沦为废纸。我见过太多前期验证完美,一到量产就扑街的案例。
问:结构粘接到底需不需要做破坏测试?
答:必须做!而且不是抽检一两个就完事。要制定抽样规则,定期做剪切或拉伸破坏,记录失效模式。内聚破坏(胶层内裂)通常OK,但界面破坏(胶与基材脱开)就要拉警报了。这玩意的数据积累,是工艺稳定的唯一依据。
问:厌氧胶用在螺纹锁固,为什么有时拆不下来?
答:选错强度等级了呗。厌氧胶分低、中、高强度,颜色标识不同。一般螺纹锁固用中等强度,可拆卸。你非要用高强度,还涂满整圈螺纹,那只能加热到200℃以上才能拆,零件都废了。记住:厌氧胶不是涂得越多越好,过量反而影响固化。
这些年踩坑无数,最大的体会:粘接问题,八成不是胶水不行,是人不行。要么选型偷懒,要么工艺糊弄,要么测试省略。
下次再粘不住,别总怪胶水。先看看你的表面处理,也许一根棉签就能解决问题。更别迷信“免处理”胶粘剂,那玩意有严格限制条件。工业里,可靠性是设计、材料、工艺共同堆出来的,偷不得半点懒。
粘接,不是涂胶那么简单
很多人把粘接当成纯手艺活儿,靠手感。错。大错特错。 我见过最离谱的案例:一家做户外显示屏的,用丙烯酸结构胶粘框体,室外用半年,胶层像饼干一样碎成渣。查下来——没做任何耐候性测试,拿室温固化的数据硬套户外场景。潮湿、紫外线、冷热循环……这些玩意儿叠加起来,胶粘剂老化速度快得超出想象。 粘接的本质是界面科学,涉及表面能、润湿、化学键合、机械互锁。但车间师傅往往只关心两件事:胶够不够黏,干得快不快。这中间的巨大鸿沟,就是无数失效的根源。 金属表面粘接微观结构电镜图
举个简单例子:铝合金粘接前要表面处理。阳极氧化、化学蚀刻或者至少打磨除油。有次去一家新供应商,他们用酒精棉擦一下就直接涂胶,振振有词:“我们都这么干十几年了,没出过事。”结果呢?那批产品三个月后开始脱胶,拉力测试数据惨不忍睹。表面不该有的氧化层和油污,让胶水根本没机会“咬”住基材。
所以,工序里最不起眼的清洁环节,往往决定了粘接的生死。
金属表面粘接微观结构电镜图
举个简单例子:铝合金粘接前要表面处理。阳极氧化、化学蚀刻或者至少打磨除油。有次去一家新供应商,他们用酒精棉擦一下就直接涂胶,振振有词:“我们都这么干十几年了,没出过事。”结果呢?那批产品三个月后开始脱胶,拉力测试数据惨不忍睹。表面不该有的氧化层和油污,让胶水根本没机会“咬”住基材。
所以,工序里最不起眼的清洁环节,往往决定了粘接的生死。
胶水选型:没有万能药
 胶水选型:没有万能药
市场上的胶粘剂种类,少说上百种。环氧、聚氨酯、丙烯酸、厌氧、瞬干、硅胶……每个大类下面还有细分型号。怎么选?说实话,连很多老工程师都头疼。
我自己的惨痛教训:曾经为了图方便,用瞬干胶固定一个小塑料齿轮。初期扭矩没问题,但机器连续运转十几个小时后,齿轮松脱了。原因?瞬干胶耐热性差,而且对尼龙这种结晶性塑料粘接力低。后来老老实实换成环氧树脂,问题解决。
选型必须盯着工况表看:温度范围、介质、受力类型(剪切、剥离、冲击)、固化时间、粘度、填充间隙……有一个参数不吻合,都得认栽。
问:我经常遇到环氧胶固化后发脆,是不是配比问题?
答:不一定。环氧胶发脆,配比不准当然是常客,但很多人忽略了一点——固化条件。高温固化过快,内应力释放不出来,胶层就会脆。还有,有些环氧本身韧性就差,得选增韧配方。更隐蔽的坑是:胶层过厚,收缩应力集中。
胶水选型:没有万能药
市场上的胶粘剂种类,少说上百种。环氧、聚氨酯、丙烯酸、厌氧、瞬干、硅胶……每个大类下面还有细分型号。怎么选?说实话,连很多老工程师都头疼。
我自己的惨痛教训:曾经为了图方便,用瞬干胶固定一个小塑料齿轮。初期扭矩没问题,但机器连续运转十几个小时后,齿轮松脱了。原因?瞬干胶耐热性差,而且对尼龙这种结晶性塑料粘接力低。后来老老实实换成环氧树脂,问题解决。
选型必须盯着工况表看:温度范围、介质、受力类型(剪切、剥离、冲击)、固化时间、粘度、填充间隙……有一个参数不吻合,都得认栽。
问:我经常遇到环氧胶固化后发脆,是不是配比问题?
答:不一定。环氧胶发脆,配比不准当然是常客,但很多人忽略了一点——固化条件。高温固化过快,内应力释放不出来,胶层就会脆。还有,有些环氧本身韧性就差,得选增韧配方。更隐蔽的坑是:胶层过厚,收缩应力集中。
 不同胶粘剂剪切强度对比图表
还有一个趋势值得注意:新能源汽车电池包大量用结构胶,导热、绝缘、耐振动,一道工序兼顾。国内几家大厂已经在推双组份聚氨酯和导热环氧,这比传统机械固定减重不少。但工艺窗口极窄,施胶精度要控到±0.1mm,线边还得配实时监测。
问:塑料件粘接用瞬干胶总是不牢固,怎么回事?
答:瞬干胶对某些塑料天生不“感冒”,比如PE、PP。这俩属于低表面能材料,得先用底涂处理,或者选对应专用瞬干胶。另外,瞬干胶怕潮,也怕太干——湿度太低固化慢,太高又容易白化。小零件还好,大件粘接就别勉强瞬干胶了,上结构胶才是正道。
不同胶粘剂剪切强度对比图表
还有一个趋势值得注意:新能源汽车电池包大量用结构胶,导热、绝缘、耐振动,一道工序兼顾。国内几家大厂已经在推双组份聚氨酯和导热环氧,这比传统机械固定减重不少。但工艺窗口极窄,施胶精度要控到±0.1mm,线边还得配实时监测。
问:塑料件粘接用瞬干胶总是不牢固,怎么回事?
答:瞬干胶对某些塑料天生不“感冒”,比如PE、PP。这俩属于低表面能材料,得先用底涂处理,或者选对应专用瞬干胶。另外,瞬干胶怕潮,也怕太干——湿度太低固化慢,太高又容易白化。小零件还好,大件粘接就别勉强瞬干胶了,上结构胶才是正道。
工艺细节:魔鬼在毫厘之间
前年帮一家医疗器械公司解决粘接问题,耗了整整两周。产品是手持诊断仪,ABS外壳与玻璃屏幕粘接,要求IP67防水。产线用UV胶,固化后气泡多得跟鱼卵似的。 原因?点胶路径设置不合理,空气被裹进胶线;另外UV灯功率衰减得厉害,表面固化太快,内部没反应完全。调整点胶速度、增加预流平时间、灯管换新——立马搞定。但你说这事有多难?不就是细节没到位。 自动点胶机参数调校绝不能凭经验瞎蒙。胶温、压力、速度、高度,差一点就是废品。还有固化环节,UV能量、温箱曲线、压力……每个变量都需要DOE找最优参数。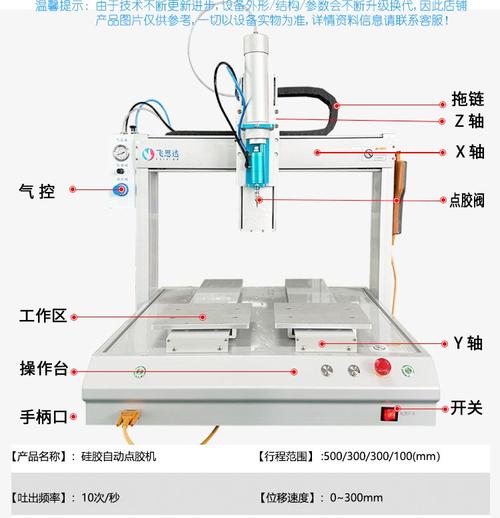 自动点胶机器人施胶轨迹示意图
现在有些智能点胶系统,集成视觉检测,能实时判断胶线宽度、断胶、溢胶。确实好用,但贵。适合大批量、高价值的场景,比如手机中框点胶。一般工厂,还是得靠人+半自动设备死磕。
我个人的执念:粘接试样必须跟产品同批做老化测试。高低温循环、湿热、盐雾……别心疼那点钱。因为量产中原材料批次波动、固化炉温度场不均匀,都可能让实验室数据沦为废纸。我见过太多前期验证完美,一到量产就扑街的案例。
问:结构粘接到底需不需要做破坏测试?
答:必须做!而且不是抽检一两个就完事。要制定抽样规则,定期做剪切或拉伸破坏,记录失效模式。内聚破坏(胶层内裂)通常OK,但界面破坏(胶与基材脱开)就要拉警报了。这玩意的数据积累,是工艺稳定的唯一依据。
问:厌氧胶用在螺纹锁固,为什么有时拆不下来?
答:选错强度等级了呗。厌氧胶分低、中、高强度,颜色标识不同。一般螺纹锁固用中等强度,可拆卸。你非要用高强度,还涂满整圈螺纹,那只能加热到200℃以上才能拆,零件都废了。记住:厌氧胶不是涂得越多越好,过量反而影响固化。
这些年踩坑无数,最大的体会:粘接问题,八成不是胶水不行,是人不行。要么选型偷懒,要么工艺糊弄,要么测试省略。
下次再粘不住,别总怪胶水。先看看你的表面处理,也许一根棉签就能解决问题。更别迷信“免处理”胶粘剂,那玩意有严格限制条件。工业里,可靠性是设计、材料、工艺共同堆出来的,偷不得半点懒。
自动点胶机器人施胶轨迹示意图
现在有些智能点胶系统,集成视觉检测,能实时判断胶线宽度、断胶、溢胶。确实好用,但贵。适合大批量、高价值的场景,比如手机中框点胶。一般工厂,还是得靠人+半自动设备死磕。
我个人的执念:粘接试样必须跟产品同批做老化测试。高低温循环、湿热、盐雾……别心疼那点钱。因为量产中原材料批次波动、固化炉温度场不均匀,都可能让实验室数据沦为废纸。我见过太多前期验证完美,一到量产就扑街的案例。
问:结构粘接到底需不需要做破坏测试?
答:必须做!而且不是抽检一两个就完事。要制定抽样规则,定期做剪切或拉伸破坏,记录失效模式。内聚破坏(胶层内裂)通常OK,但界面破坏(胶与基材脱开)就要拉警报了。这玩意的数据积累,是工艺稳定的唯一依据。
问:厌氧胶用在螺纹锁固,为什么有时拆不下来?
答:选错强度等级了呗。厌氧胶分低、中、高强度,颜色标识不同。一般螺纹锁固用中等强度,可拆卸。你非要用高强度,还涂满整圈螺纹,那只能加热到200℃以上才能拆,零件都废了。记住:厌氧胶不是涂得越多越好,过量反而影响固化。
这些年踩坑无数,最大的体会:粘接问题,八成不是胶水不行,是人不行。要么选型偷懒,要么工艺糊弄,要么测试省略。
下次再粘不住,别总怪胶水。先看看你的表面处理,也许一根棉签就能解决问题。更别迷信“免处理”胶粘剂,那玩意有严格限制条件。工业里,可靠性是设计、材料、工艺共同堆出来的,偷不得半点懒。