选链条踩过的坑,够写本血泪史了——工业链条实战手册
做了十几年设备维护,最怕听见的就是——链条又断了。特别是半夜那个电话,简直催命。
说实话,链条这东西,看着简单。但选不对、装不好、养不勤,分分钟让你产线停摆。损失?按分钟算的。
你买的真是“高强度”链条?别被参数忽悠了
上个月隔壁厂就闹了笑话。新上的输送线,按样本选的“重载型滚子链”,结果俩月不到,销轴啃得跟狗啃似的。一查——厂家标的疲劳强度是在理想润滑、常温、平稳载荷下。他们那个工况?高温、粉尘、还有冲击。这能一样?
选链条,别只看抗拉强度。那个数再漂亮,跟寿命没半毛钱直接关系。你得盯紧这几个:
- 疲劳极限曲线——这才是真实负载下的寿命密码
- 销轴-套筒的硬度匹配,很多便宜货在这上面偷工减料
- 还有节距精度,差0.1毫米,多边形效应能把你轴承晃散架
说到多边形效应……链传动天生的硬伤。大链轮、多齿数能缓解,但有时候空间卡死了,怎么办?那就得在张紧方式上动脑筋。别傻乎乎用那种固定式张紧轮——我吃过亏,链条一磨损稍长,立马打滑跳齿。
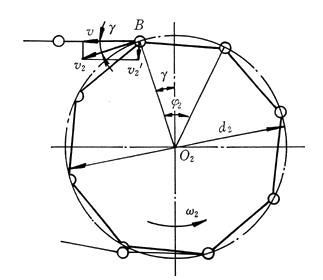 工业滚子链多边形效应示意图
工业滚子链多边形效应示意图
链条一伸就换?先等等,可能还有救
 链条一伸就换?先等等,可能还有救
链条一伸就换?先等等,可能还有救
“伸长”是链条报废的头号理由。但懂行的都知道,所谓伸长,99%都不是链板拉长了——是销轴和套筒磨细了,间隙变大。真正的链板塑性变形,除非严重过载,否则极其罕见。
所以,发现链条下垂量变大,别急着整条换。先测测:
问:链条用到什么程度必须报废?有没有一个明确的标准?
答:有经验的师傅拿把卡尺量节距。比如说,1寸的链子,测量10节长度,如果比标准长了3%以上(也就是多了7.6毫米),听我的,马上换。别舍不得,否则链轮齿形被磨成刀片,那损失更大。另外,如果发现销轴端部有裂纹,或者滚子碎了三分之一,也别犹豫。
问:那不锈钢链条是不是就不会坏?我们食品厂想换全不锈钢的。
答:可别!不锈钢链条确实耐腐蚀,但强度一般比同规格的合金钢链条低不少,而且更软,磨损更快。除非你的环境腐蚀性极强(比如酸洗、盐水),不然用镀镍或达克罗处理的碳钢链条更划算。特别是食品行业,还得考虑润滑剂是不是食品级的——这又是一笔账。
润滑的脏活,九成人都干错了
链条三大杀手:缺油、灰尘、对不齐。其中润滑,最容易被忽视,也最容易糊弄。
常见骚操作:拿个油壶,对着链条表面“呲”两下。完事。有个屁用!油根本没进到该去的地方——销轴和套筒的间隙里。正确的做法是停机,从链板内侧沿着销轴根部点滴注入。要么就上自动润滑系统,点滴式或者油刷,定时定量。
黏度选择更魔幻。有次我去一汽配厂,链条上糊着一层黑乎乎的黄油,沾满了铁屑,跟沥青似的。那链条能不死得快吗?高温环境要用高温链条油,基础油是合成酯或聚醚,还得有固体添加剂(比如二硫化钼或石墨)扛极压。黏度要低到能渗透,高到成膜。矛盾吧?所以配方是关键。
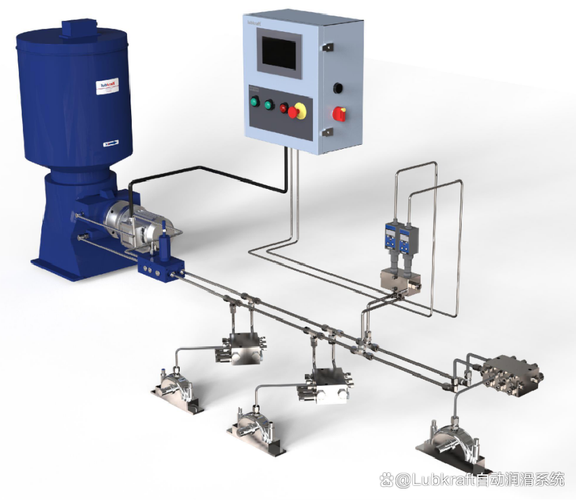 工业链条自动润滑系统安装现场
工业链条自动润滑系统安装现场
现在聪明点的工厂,都在搞“链条健康监测”
 现在聪明点的工厂,都在搞“链条健康监测”
现在聪明点的工厂,都在搞“链条健康监测”
都2025年了,还靠老师傅听音判故障?那太玄学了。现在的玩法是传感器+边缘计算。
在从动链轮附近装个激光位移传感器,实时监测松边的垂度变化。数据传到PLC,一算,直接得出磨损伸长量。再结合电机电流,判断有没有卡滞或过载。高级点的,用声发射传感器听销轴微裂纹的扩张,那声音人耳根本听不见。系统提前两周就能报警,给你充足的备件采购和停机窗口。
去年帮一家水泥厂搞了这套系统,投了不到两万块,当年就避免了三次非计划停机。老板说,这比花几十万买备用链条还踏实。确实,链条本身不值几个钱,但它一停,整条窑就废了。那个损失……你懂的。
不过,传感器再牛,也解决不了安装时中心线不对中。这个要命的问题,往往源于基座没找平,或者链轮在轴上没锁紧。安装时,一定用激光对中仪,千分表都嫌不够准。所有紧固螺栓打力矩,别凭手感——人的手,是最不可靠的工具。
最后唠叨一句:链条的账,永远别只算采购成本。那点差价,在停机时间面前,就是个笑话。