齿轮精度那些事儿:噪音、振动与磨齿的救赎
上周去车间,碰到调试工程师老张蹲在试验台旁边抽烟,一脸愁容。我问怎么了,他指指正在跑合的齿轮箱:“你听,这声儿,跟锯木头似的。客户那边催着发货,可这个NVH根本过不去。” 我凑近了听,确实,那种高频啸叫声,刺耳。不用频谱仪,耳朵就能判断——齿轮精度出岔子了。
说实话,搞齿轮这么多年,这种事儿见多了。很多时候,齿轮看起来尺寸全在公差内,齿形齿向报告也漂亮,但一装起来就各种不对劲。你说是玄学吧?也不是。这里面门道深着呢。
 工业齿轮箱内部高精度齿轮啮合
工业齿轮箱内部高精度齿轮啮合
模数、压力角,那些基础却要命的东西
先不说修形,就最基础的参数。模数弄错了?那是低级错误,但压力角20°和25°混用的事儿还真发生过。螺纹角……嗯,螺旋角,前段时间有个供应商,图纸上标的15°,结果拿三坐标一测,14.87°。你要说差0.13°有多大影响?轴向力变了,轴承寿命直接腰斩。这不是我危言耸听,是算出来的。
所以现在高要求的齿轮,尤其是齿轮箱里的高速级,必须上磨齿。千万别指望滚齿后剃齿就能搞定。剃齿这东西,修形能力有限,而且容易出“中凹”齿形,那玩意儿是噪音的元凶。
磨齿修形:不是可选,是必须
说到修形,很多人觉得是锦上添花。错!大错特错。不修形的齿轮,啮合刚度突变,那振动……你装一个试试,变速箱能给你跳 Disco。修形包括齿顶修缘、齿向鼓形修整,目的就是让啮合更平顺。不过参数怎么定?靠猜?不行。得根据实际工况,用Kisssoft或Romax跑一下,然后上齿轮测量中心反复验证。这是个迭代的活儿,烦得很,但是不搞不行。
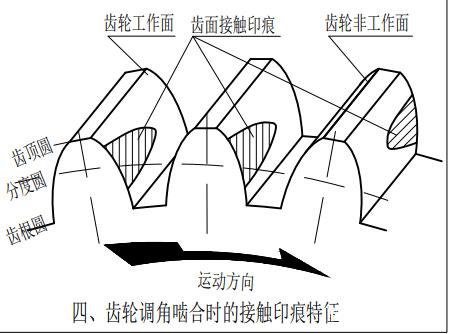 齿轮修形前后齿面接触斑点对比
齿轮修形前后齿面接触斑点对比
有个客户,做机器人关节减速器的,要求极低回差,齿轮精度干到ISO 4级甚至更高。这时候你就知道,渗碳淬火后的变形有多让人崩溃。热前加工留余量,热后精磨,但变形量不均匀,磨削量不一致,导致硬化层深浅不一,强度打折。后来怎么办?和热处理厂死磕工艺参数,从装炉方式到淬火油冷速,全锁定。加上超硬刀具硬刮,才勉强稳住。唉,说起来都是泪。
QA:现场那些让人抓狂的问题
 QA:现场那些让人抓狂的问题
问:为什么齿轮检测报告合格,但装配后还是有异响?
QA:现场那些让人抓狂的问题
问:为什么齿轮检测报告合格,但装配后还是有异响?答:因为报告只代表单个齿轮的静态精度,而实际啮合是动态的,还要考虑箱体变形、轴承游隙、温度场。况且,齿面波纹度、粗糙度这些细节,常规检测不一定涵盖。波纹度引发的啸叫,频率集中,人耳特别敏感。这时候得用NVH测试反推,八成是磨齿机主轴振动留下的“鬼纹”。换个砂轮,调整修整参数,往往药到病除。 问:小批量多品种,没有条件上磨齿,怎么提高齿形精度?
答:(苦笑)这个真没啥捷径。滚齿用AAA级滚刀,刀具跳动控制在2μm以内,机床刚性好点,或许能接近DIN 7-8级。再搭配硬质合金滚刀干硬齿面,精度会好一些,但成本飙升。我建议还是外协磨齿,现在专业磨齿厂价格也慢慢下来了。如果量实在太小,那干脆线切割慢走丝做齿形?应急可以,长期的话疲劳强度不够。
精度等级不是唯一的救命稻草
 精度等级不是唯一的救命稻草
精度等级不是唯一的救命稻草
别迷信精度等级。我见过ISO 5级的齿轮照样噪音大,因为修形不对。也见过ISO 8级的齿轮装上跑得挺安静,因为工况匹配,而且齿面经过特殊涂层处理。说到涂层,DLC这玩意儿用在齿轮上,减少摩擦那效果……就是贵,附着力也是个坑。还有新工艺,强喷丸处理,提高齿根强度,算是花小钱办大事。
还有齿轮失效问题。点蚀、剥落、断齿,都见过。有次一个风电齿轮箱,运行半年,太阳轮齿面出现大块剥落,分析下来是材料夹杂物超标。追到钢厂,他们还不认账。最后打光谱、做金相,铁证如山。所以材料是基础,齿轮用钢纯净度、淬透性,马虎不得。20CrMnTi、18CrNiMo7-6,牌号看着差不多,热处理后性能天差地别。别图便宜,到时候哭都来不及。
最近几年,齿轮测量中心也越来越智能了。光学扫描代替接触式?快是快,但反光齿面要喷粉,多一道工序。在线测量倒是趋势,磨齿机上直接集成测头,加工完马上测,闭环补偿。我们去年新进那台Reishauer,就是这配置,效率提升不少,但维护也头疼,精密仪器娇气得很。
行了,不说了,老张那齿轮箱我估计得拆开重来。今晚又得加班。齿轮这行啊,就是细节决定成败,一点都没错。