气动技术的真相:从气缸到云端,工业自动化的隐形推手
上周有个做非标设计的兄弟找我吐槽,说他们厂里新上的气动系统,半年坏了三个电磁阀。我问他用的是不是那家便宜的国产品牌,他回了个捂脸的表情。这事儿吧,太典型了。气动,说起来简单——压缩空气嘛,能有多复杂?但真正扎进这个领域,你会发现全是细节。全是坑。也是机会。
气缸不是你想买,想买就能买
很多人觉得气动系统的核心就是气缸,推力够了、行程对了,装上就能用。大错特错。我见过太多人栽在缓冲上。尤其是高速工况,气缸活塞撞端盖那一下,跟打桩似的,没几天密封件就碎了。选型的时候,必须算动能吸收,很多人不看这个参数。还有,安装方式——耳轴安装、法兰安装、脚座安装,受力完全不同,直接影响寿命。
说实话,气缸的材料也值得关注。现在主流是铝合金缸筒,硬质阳极氧化处理,耐磨。但有些特殊环境——比如食品厂要冲洗、或者粉尘特别大的铸造车间——得用不锈钢的,或者至少防尘密封圈得是聚氨酯的。别问我怎么知道的,曾经有个项目在玻璃纤维厂,普通气缸两周就卡死,全是细纤维钻进去,密封圈磨得像砂纸打的一样。
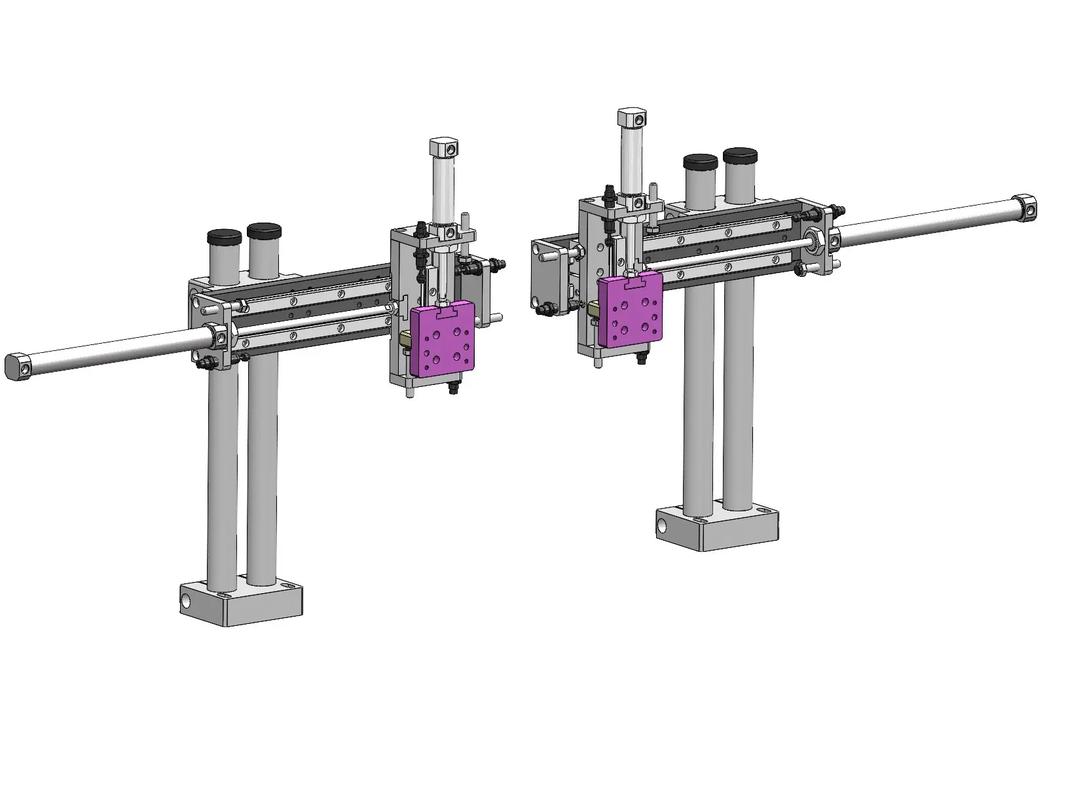 非标自动化设备上的气动气缸阵列安装
非标自动化设备上的气动气缸阵列安装
电磁阀的选型和接线,90%的人都会忽略这件事
接着说电磁阀。前面提到的半年坏三个,大概率是线圈烧了。一问原因,客户现场电压不稳定,他们也没加阻容吸收器,反向电动势直接把线圈绝缘击穿。就几毛钱的元件!舍不得加!很多人以为气动就是机械的事,忘了电控这块。还有阀体的流通能力,Cv值。有的厂商标称流量很大,但那是进气压力0.6MPa下的,实际你现场压力可能只有0.4MPa,流量蹭蹭往下掉。选阀的时候一定看曲线,别只看目录上的最大流量。
这两年我开始偏爱阀岛。特别是现场I/O点数多的时候,阀岛配上总线通讯,省线材、省布线时间,调试也快。但阀岛的集中供气,对气源处理要求更高,不然一个阀的杂质可能堵掉整个岛的喷嘴。我一般会建议在阀岛进气口串一个5微米精度的小过滤器,哪怕主管路上已经有气源处理三联件了。双重保障,稳妥。
 工业现场阀岛安装和气管连接细节
工业现场阀岛安装和气管连接细节
压缩空气的质量,被低估的致命因素
 压缩空气的质量,被低估的致命因素
压缩空气的质量,被低估的致命因素
气动系统三大致命问题:水、杂质、油。很多人只关心压力够不够,从来不测露点。尤其在南方梅雨季,压缩机后处理不行,管路里全是冷凝水,直接带到气缸和阀内部,锈蚀、乳化润滑脂,导致动作缓慢甚至卡顿。我还见过末端气管一拔,滋滋冒白浆——哎,别提了。
现在的趋势是用模块化气源处理单元,过滤精度从粗到精,还能实时监测压差,提醒你换滤芯。那种带数显和通讯接口的,直接连到工厂MES系统,这是工业4.0的玩法了。不过坦白说,很多中小厂根本不舍得投入,每年省下几千块滤芯钱,结果一年修气缸花几万——这个账,算得人都想敲黑板。
问:气源处理三联件真的足够吗?还是必须上冷干机?
答:看场景。普通工厂如果只是驱动气缸和吹气,三联件加后冷却器基本能应付。但要是精密气动元件,比如比例阀、喷嘴挡板式I/P转换器,或者气动量仪,没有冷干机根本不行,露点必须降到+3℃以下。否则水蒸气凝成水珠,能直接毁掉两千块的控制器。还有就是喷漆环境,油水分离要彻底,否则过滤器堵塞快到你怀疑人生。我的建议?如果你的用气点超过20个,而且有精密设备,冷干机加主管路过滤是基础,别犹豫。
问:气动系统节能有什么实在的办法?
答:先测漏气!用超声波检漏仪,空压站歇班的时候你听听,嘶嘶声像毒蛇在开派对。一个3毫米的小孔,一年浪费的电费上万。治漏气最简单也最容易被忽视。然后就是压力设定,很多厂把系统压力调到0.7MPa,但实际80%的用气点0.5MPa就够了。每降低0.1MPa,空压机能耗降7%左右。再就是分区供气,用不同的减压阀,通过上限、下限压力控制压缩机启停。如果能上变频空压机,搭配智能储气罐控制,效果更明显——不过投资大些。总之,节能这活儿,从管理入手,不一定要高科技。
当气动遇上云端:预测性维护不再是口号
这几年,“智能制造”喊得震天响,气动元件也升级了。你别以为就是一个铁疙瘩加两根气管。现在的智能气缸,内部集成磁致伸缩位移传感器、压力传感器、温度传感器,能实时把行程末端缓冲特性、运行速度、循环次数传到网关。我用过某德国品牌的新一代阀岛,自带IIoT接口,直接上MQTT协议,数据发到私有云。通过分析气缸运行周期的时间漂移,能提前预测密封件磨损。甚至能自动生成维护工单。很棒啊,不是科幻,已经在汽车焊装车间小批量应用了。
但!问题是,这些数据你拿到了,然后呢?很多工厂根本没有数据分析师,也不懂怎么建模。买了一堆智能硬件,最后只看看报警灯亮没亮,等于用大炮打蚊子。所以我说,气动系统的智能化,难点不在元件本身,而在配套的软件工具和人的技能。厂商应该提供更傻瓜化的分析平台,甚至直接给出健康状态评分——不,得是“该换密封圈了,还有1000次循环寿命”这种明示。否则一线维修师傅哪个有时间去看趋势曲线?
还有一个特别有意思的实践:把气动系统的能耗数据接入EMS,和产线节拍做关联。你会发现,有些工艺段在不必要的待机状态仍保持高速吹气或保压,纯粹浪费。通过MES系统自动切断或降压,一个中等规模的工厂,一年省下的压缩空气成本够买一辆中型轿车。不是瞎说,我参与过一个改善项目,年节省了18万元。
问:国产气动品牌和进口的差距还有多大?
答:早年是天壤之别,现在差距在缩小,尤其在中低端气缸和阀领域,基本能用。但高端比例伺服、精密减压阀、高频阀这些,还是进口的天下。可靠性上,国产品牌的一致性还有待提升,比如密封材料配方、加工精度控制,有时候你买五个气缸,四个很顺,一个就莫名内泄量大。不过对于非关键工位,国产的价格优势太明显了,一套阀组能便宜40%-60%。我个人经验——空气处理元件、接头用国产问题不大;核心高频动作的电磁阀,还是选知名品牌稳妥。当然,SMC、Festo、诺冠这些也在本地化,降价,竞争激烈对用户是好事。
写到最后,突然想起一个细节:很多人忽略气动系统的噪音。工厂里那种“噗嗤噗嗤”的排气声,不仅是噪声污染,也是能量浪费。加装消音器、或者把排气管集中引出,能改善不少。再激进点,设计气控回路时尽量让排气节流而不是进气节流,速度和噪声能平衡得更好。这些经验,都是踩坑踩出来的。气动这个东西,看起来古老,其实一直在进化。下次你走进车间,听到那熟悉的排气声,也许能多一份理解——和警惕。