钎焊,远比你想象的复杂——一个老焊工的碎碎念
搞了二十年焊接,最烦别人问我:“钎焊不就是用火烤化焊条粘上吗?”真想给他一钳子。这种误解,不知道害了多少产品。
先扔个观点:钎焊是精密的热管理艺术。
上周去一家制冷配件厂,又看到新来的技术员在瞎调参数。铜铝接头,用火焰钎焊,他愣是把铝件烧熔了还在那嘀咕。唉,缺乏最基本的母材熔化认知——钎焊的核心,在于母材不熔化,熔化的是钎料。这是它和熔焊的本质区别。
钎焊到底凭什么立足?
简单说,就是利用比母材熔点低的金属材料作钎料,将焊件加热到只让钎料熔化、母材不熔化的温度,液态钎料借毛细作用渗入接头间隙,与母材相互扩散,凝固后形成连接。别看描述长,关键就是毛细作用。间隙太小,钎料流不进去;太大,毛细力不足。0.05~0.2mm左右,得精确控制。
很多人不知道,钎焊在航空、汽车、电子领域用得极广。比如航空发动机的蜂窝封严环,全是钎焊的。还有你的手机散热模组,内部微通道管子,也是真空钎焊。因为钎焊变形小,能连接异种材料,能一次焊很多条焊缝。这些熔焊比不了。
 航空发动机蜂窝结构钎焊组件
航空发动机蜂窝结构钎焊组件
选钎料比选对象还费劲
钎料的选择直接决定接头是银样镴枪头还是刚柔并济。我见过太多案例:为了省成本,把银基钎料换成铜磷钎料,结果耐腐蚀性暴跌,半年后接头开裂。尤其是用于饮用水管道的铜管钎焊,千万不能用含磷钎料——磷会导致健康问题。这是血的教训,💡务必记住!
铝基、银基、铜基、镍基、贵金属...每种都有脾气。铝钎焊最头疼,氧化膜顽劣,必须用钎剂。现在环保查得严,氯化物钎剂腐蚀性强,焊后必须清洗干净,否则过段时间接头直接烂掉。我们开始推无腐蚀钎剂和真空钎焊,成本是高些,但品控省心。
问:火焰钎焊和炉中钎焊,哪种好?
答:这问题没法一句话回答。火焰钎焊灵活,适合现场维修、单件小批量,但温度全靠手感,质量波动大。老师傅靠观察钎料流动和颜色判断温度,学徒没个三年练不出来。炉中钎焊(保护气氛或真空)温控精准,一致性好,适合高附加值的大批量生产。我建议,如果月产量超5万件,直接上炉子,别犹豫。❕但要小心炉膛污染,特别是真空炉,稍微漏气,整炉产品报废,那叫一个肉疼。
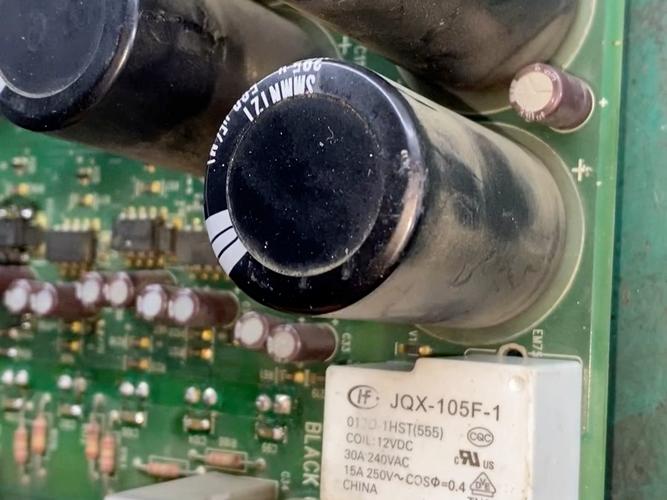
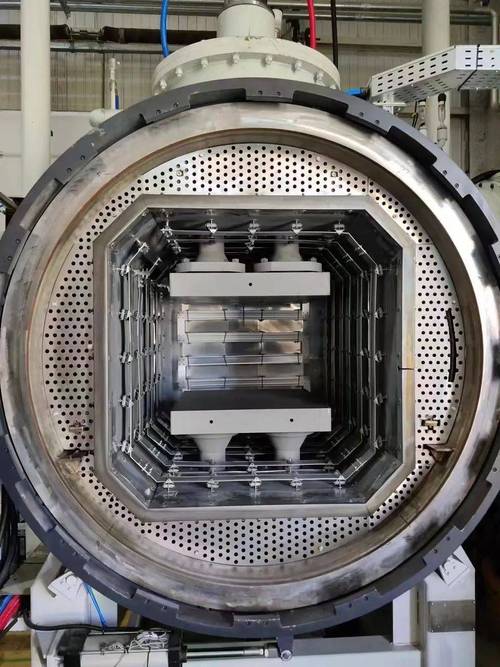 工业真空钎焊炉内部工件装载
工业真空钎焊炉内部工件装载
接头的秘密藏在间隙里
很多人以为钎焊强度就靠钎料本身。错得离谱。真正的强度来源是钎料与母材的扩散结合,以及基体晶粒的渗透程度。这跟间隙、保温时间、钎焊温度、母材表面状态都有关系。
一次我们做不锈钢钎焊,用了镍基钎料,炉焊出来强度总差一点。研究了半个月,发现是酸洗后残留了氧化膜,肉眼看不见。后来加了道氢气还原预处理,强度直接达标。所以说,钎焊工艺链上的每个小步骤,都可能藏着雷。别指望跳步骤能省事儿。
问:为什么有的钎焊接头经不起振动?
答:两种情况:一是钎焊金属间化合物层太厚,脆性大。比如铝与钢钎焊,铁铝化合物生长过快,接头一冲击就断。必须严格控制加热温度和保温时间,抑制化合物过量生成。二是未焊满或者气孔太多,有效承载面积不够。这通常跟钎剂去膜效果差、接头设计不合理有关。检查断面,如果发黑或有空洞,就要从头排查工艺了。
未来的趋势,不谈不行
 未来的趋势,不谈不行
未来的趋势,不谈不行
🔹 智能化:别再靠老师傅凭感觉了。现在红外热像实时监测钎焊温度,AI图像识别判断钎料流动、预警虚焊。德国已经有自动钎焊产线,用机械手抓喷火枪,温度反馈闭环。我们还在纠结要不要换台好点的焊炬...
🔹 无钎剂技术:真空钎焊、气保护钎焊,还有超声波辅助钎焊——利用超声振动去除氧化膜,不用钎剂。这对铝合金很友好,就是设备贵。
🔹 异种材料连接:新能源车的铜铝连接,电控散热,全需要钎焊。特别是大功率IGBT模块与散热基板的钎焊,用活性钎料直接焊陶瓷覆铜板,省了镀镍工序。可算是个长进。
前几天看展会,一家公司开发了激光钎焊,能量集中,热影响区极小。焊点跟鱼鳞一样美观。不过目前只适合薄件,厚大件还是传统路子好使。
说到底,钎焊这行当,基础理论百年前就有了,但工艺创新永无止境。别迷信一招鲜。根据材料和产品要求,结合成本,一遍遍试,才是最靠谱的。共勉。