激光焊接:动力电池制造中的技术博弈与实战笔记
上个月去华南一家电池PACK厂,产线停摆两个小时——激光焊接工位炸了。不是真炸,是飞溅火花把旁边的绝缘材料点着了,冒烟,触发消防报警。车间主任一脸焦头烂额,跟我诉苦:这已经是本月第三次了,返修率飙到8%,老板放话再搞不定直接换工艺。
说实话,激光焊接在动力电池领域,早就不是什么高精尖的神秘技术。但真扎到产线上,你会明白,实验室里跑得再漂亮的参数,到了批量生产时都可能变成一场灾难。我干了十几年焊接工艺,从传统弧焊转到激光,自认为跨得挺顺溜,结果在铝/铜异种焊接上栽的跟头最多。今天这篇,不谈虚的,就聊聊那些车间里真实发生过的头疼事和解题思路。
 激光焊接动力电池模组飞溅烧蚀问题实拍
激光焊接动力电池模组飞溅烧蚀问题实拍
飞溅,又见飞溅——表面能的锅,还是气流的锅?
飞溅这玩意儿,烦人得要命。电芯极耳焊接时,哪怕一丁点金属颗粒飞出去,都可能嵌入电芯内部造成微短路,或者粘在绝缘盖上形成隐患。早期我们以为调高保护气流量就能压住,结果适得其反——气流扰动反而让熔池更不稳定。
后来折腾了大半年,才摸索出“侧吹+同轴复合气路”的设计。说白了,就是得把等离子体羽流和飞溅路径分开治理。但问题又来了:气流量、角度、距离这三个参数之间存在强耦合,改一个,另外两个就得跟着变。调试的时候,我同事半开玩笑说:“这跟炒菜一样,全凭手感!” 确实,连续三个月,我们都是在无数个DOE试验里找那扇窄得离谱的工艺窗口。
📌 一个小发现:在铜焊接时,飞溅突然减少,往往不是好事——可能是激光能量没耦合进去,全反射了。有次我们高兴太早,结果发现熔深不足,批量报废三百多片模组。
工艺窗口窄?试试把光束“搅一搅”
动力电池用的铝材大多是1系或3系,铜是T2纯铜,反射率高得吓人(对1μm波长光纤激光,铜的初始反射率能超过95%)。稍不留神,激光打上去像照镜子,能量根本进不去。一旦母材表面有轻微氧化或油污,窗口更窄。
我们试过摆动焊接——让光束以圆形或8字形轨迹快速抖起来。效果出奇地好,熔池的铺展性明显改善,飞溅也少了。但不骗你,初期我们用错了摆动频率:太低(500Hz)又把熔池搅得气孔超标。最后定下来在铜/铝焊接上,200Hz左右,振幅0.3-0.5mm,匹配适当的焊接速度,才把气孔率压到0.5%以下。
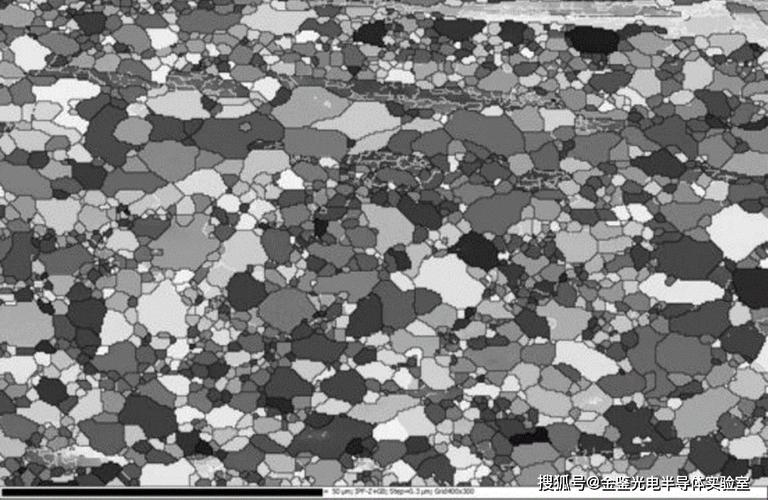
 摆动激光焊接铜铝异种金属焊缝截面金相图
摆动激光焊接铜铝异种金属焊缝截面金相图
不过话说回来,摆动不是万能药。对极柱这类厚薄比悬殊的接头,一圈焊下来,薄片侧容易塌陷。后来我们换用复合焊接——激光+MIG电弧并排走,靠电弧填丝来补偿,才解决了成型问题。设备成本高了45%,但不良率从千分之三十降到千分之二,老板算过账,八个月回本。
在线监控:理想丰满,现实骨感
💡 很多文章讲激光焊接会提到实时监测系统,什么光学相干断层扫描(OCT)、光电二极管光谱分析、高速摄像……听着高大上吧?可真部署到产线上,你才会发现,这些传感器就像青春期的孩子——敏感又难伺候!
我们上了一套OCT熔深监测,标定好的前三天准确率98%,第四天开始飘移,因为车间温度从26度升到29度,镜片有点微变形。然后就是频繁误报,搞得操作工直接关掉报警声——更危险。直到我们加了恒温防尘罩并且每日自动校准,系统才稳定下来。
这里插入两组问答,都是我常被同行朋友问到的:
问:小批量试产时焊接质量很稳定,为什么一上量就出问题?
答:很常见。小批次用的母材批次一致性好,夹具磨损小。量产后,来料状态不一致(铜铝的氧化膜厚度、油渍)、夹具压爪磨损导致间隙变化、冷却水温度波动等等,全都会放大。记得做量产的敏感性分析,故意引入公差,比如间隙放宽到0.15mm,看工艺还能不能扛住。扛不住就回头改治具或参数,别等停线了再哭。
问:焊接铝时熔池表面总有黑色浮渣,怎么破?
答:大概率是保护气纯度不够,或者气体没覆盖住高温区。铝极活泼,容易氧化。试试用氮气替代氩气作为保护气?氮气能吃掉一部分铝蒸气,减少黑烟。如果不行,检查是否有微小漏气,焊接区域别用风扇直吹——看起来是降温,实际把保护气幕吹散了。
在线监控其实最终要解决的,不是“每一毫秒都在检测”,而是基于特征的异常判定。我们现在把单一阈值报警改成动态模式识别:同时分析光谱信号、可见光图像、保护气流量和激光器的背反射强度,用轻量级算法打分。终于把误报率降到了0.5%以下,漏报率低于0.1%。说实话,做到这一步,肺都气炸了三四回。
安全风险,不是写在手册里就完事了
讲个真事。有家小厂,为了省钱,把激光房的遮光窗帘换成普通阻燃布。结果一次反射激光束把员工的工装打出个洞,幸好没伤到皮肤。激光反射的危险性,很多人没概念:光纤激光波长1.07μm,大气传输好,人眼恰好看不见,但视网膜聚焦后瞬间灼伤。
我们现在的产线,不仅用合规的激光防护帘(OD6+级别),还在每个工位加装漫反射腔体——即使内部发生反射,也通过粗糙表面衰减,不给任何漏光机会。另外,铜铝焊接会产生极细的金属粉尘,必须加除尘装置,不然堆积到一定浓度有尘爆风险。这些安全措施,每一条都是从教训里来的。
 动力电池激光焊房安全防护门禁与除尘系统
动力电池激光焊房安全防护门禁与除尘系统
最后忍不住吐槽一句:那些一上来就鼓吹“无人化全自动黑灯工厂”的,大概没经历过凌晨三点机器乱套的绝望。激光焊接这行,工艺和智能化结合是趋势,但人对物理过程的理解,永远无法被代码完全替代。现在每台设备我都要求保留手动微调权限——经验,有时候就是那0.1mm的坡口间隙补救。
深夜写到这里,突然想起07年刚入行时,师傅说:“焊工的手艺,是跟板材对话。”如今对话仍在,只是工具变成了激光。