火焰加热:老炮儿都知道,烧火也是个技术活
干了二十年热处理,最烦的就是听见“火焰加热有什么难的,不就是拿火烧嘛”——每次听到这话,我都想把沾满氧化皮的手套扔他脸上。真的,控制火焰比控制老婆的情绪还难。
你说它简单吧,确实,老祖宗打铁,风箱一拉,火苗子窜老高,锄头镰刀叮叮当当就出来了。但今儿个这是工业!精密零件,特种合金,你温度差个五度试试?直接报废,熔了重来吧你。
所以,火焰加热这玩意儿,说深了,是燃烧学、流体力学、传热学的综合体。说浅了,就是玩火——只不过你得玩明白。
火候的玄学?不,是科学
很多人以为,火焰加热嘛,燃气一开,点火,轰!完事儿。其实?呵呵。你知道火焰分三层吗?外焰、内焰、焰心,温度能差好几百摄氏度。你用哪一层去烧工件?偏一点,硬度就上不去。❗
还有个天大的误区:温度越高越好。错!我见过一个愣头青,把不锈钢加热到1300度,烧得跟糖稀似的,淬火完一敲,碎了。这叫过烧,晶粒粗大,神仙难救。✅ 正确的做法是,精确控制火焰温度和停留时间,让材料组织转变刚刚好。这需要燃烧器的出力、空燃比、火焰形状完美配合。
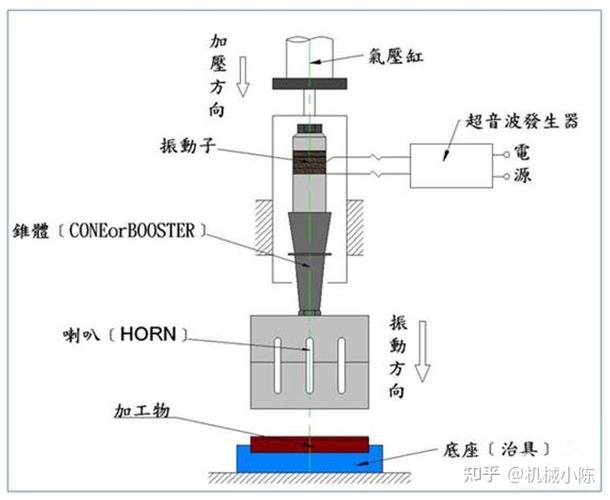
 工业火焰加热炉内火焰形状与工件加热状态
工业火焰加热炉内火焰形状与工件加热状态
现在不少高端炉子,都用上了数字化燃烧控制,空燃比自动调节,红外测温实时反馈。但,设备再好,也得有人懂。我去过一家厂,花大价钱上了套进口燃烧系统,操作工还是凭感觉调——问他空燃比多少,他说“我调的是颜色”。行吧,火焰发蓝就是氧化性,发黄就是还原性,道理没错,但能精确到小数点后一位吗?不能。
问:为啥我的燃气炉升温慢,而且炉子还冒黑烟?
答:大概率是空燃比失调,空气给少了,燃气烧不充分。你看到黑烟就是炭黑,不仅浪费燃料,还会在工件表面沉积,耽误事儿。赶紧调风门,或者检查燃烧器喷嘴,可能堵了。另外,烟道抽力不够也容易造成燃烧不充分,注意烟囱高度和直径。💡
还有一个关键点,火焰的刚性。这个词儿,搞热处理的都熟。火焰不能太软,飘飘忽忽的,热力集中不了,工件心部暖不热。怎么保证刚性?燃烧器结构、燃气压力、助燃风速度,都得匹配。有时候,换个大一号的助燃风机,效果立竿见影。
那些年,火焰加热给我挖的坑
说多了都是泪。有一次,接了个出口单,军工级渗碳件,要求表面硬度精确到HRC±1。我们用的是火焰加热预氧化,再进渗碳炉。结果试了八回,不是硬度不够就是渗层太薄。最后发现,火焰加热时,局部过热导致预氧化膜不均匀!懂了没?火焰不是均匀的,就算用旋转火焰,死角还是死角。
 旋转火焰加热装置用于管材均匀加热
旋转火焰加热装置用于管材均匀加热
后来,逼得我们搞了一套火焰扫描装置,类似摆动风扇,让火焰在工件表面来回扫,配合转速控制停留时间。效果?比原来好了不是一点半点。但调试那阵子,烧坏好几套夹具,也是一把辛酸泪。😭
问:火焰加热适用于哪些材料?不锈钢行吗?
答:当然行,各种钢都行,铜铝也没问题。但不同类型材料对升温速率和气氛敏感性不一样。比如奥氏体不锈钢,导热差,急热容易裂,得慢火预热。铝合金,温度高了直接就化了,必须用低温火焰,还得控制还原气氛防止氧化。所以,别以为一把火烧天下,得看菜吃饭。
再讲讲火焰加热炉的效率。老式炉子,热效率也就30%,一半以上的热量从烟囱跑了。现在提倡节能,用蓄热式燃烧技术,利用烟气余热预热助燃空气,效率能干到65%以上。✅ 但这玩意儿,维护麻烦,蓄热球得定期清,不然堵死。有利有弊吧,工业上没有万全策。
未来趋势?但先把眼下的活儿干好
 未来趋势?但先把眼下的活儿干好
未来趋势?但先把眼下的活儿干好
一说未来,就有人扯什么等离子、激光、电子束……听着高科技,可火焰加热死不了,成本摆在那儿呢。你让一个乡镇锻造厂上激光?现实吗?
不过,火焰加热本身也在进化。我看到的最新实践,比如富氧燃烧,在燃烧空气里掺纯氧,火焰温度能飙到近3000度,处理特种陶瓷、耐火材料,绝了。但氧气贵啊,还能加剧氧化烧损,所以得算经济账。
还有个方向:智能火焰诊断。通过高速相机和图像算法,实时分析火焰形状、颜色、闪烁频率,自动判断燃烧状态,甚至预测故障。💡 我们厂去年试了一套,能提前半小时预警燃烧不稳,避免了一批废品。这玩意儿,才是未来真正该投入的。
问:日常维护火焰加热炉,最关键的是什么?
答:三点:清灰、检漏、看火孔。炉内积灰和结焦要定期清除,否则影响热传导,还可能引发二次燃烧烧坏炉体。燃气管道阀门,拿肥皂水测漏,别偷懒,燃气泄漏要人命。看火孔保持透明,你能随时观察火焰状态,很多问题肉眼比仪表快。❗
说到底,火焰加热这门手艺,既古老又现代。机器再智能,也干不掉老师傅的经验——但老师傅要是拒绝新玩意,也早晚被淘汰。我经常对徒弟说:别光盯着火苗子发呆,多琢磨背后的理儿。
写完这些,炉子又报警了,我得去看看是不是空燃比又飘了。得,今天就唠到这儿。