真空炉选购的血泪教训:别被参数忽悠了
说实话,入行十五年,栽在真空炉上的跟头,比当年学焊接时烫的疤还多。记得第一次独立负责产线升级,拍胸脯跟老板保证‘进口真空炉一步到位’,结果呢?调试三个月,漏气漏到怀疑人生,最后发现就是密封圈存放不当——这么低级的错误,厂家死活不认。后来自己带团队拆了重装,那感觉,就像重新组装了一台发动机,但心里憋屈啊。所以现在谁跟我提‘高端设备’我就先问:你的售后敢不敢承诺24小时到场?不敢?免谈。
气淬还是油淬?先想清楚你要干什么
很多同行选真空炉时,第一眼看最高温度、第二眼看极限真空度,然后……就没了。这完全是在给自己埋雷。不同热处理工艺对炉子的要求天差地别。比如模具钢淬火,如果用真空气淬炉,冷速不够,硬度上不去,工件出来跟‘退火’似的——这时候你才意识到该用油淬?晚了,几十万已经花出去了。但反过来,如果你是做钛合金、高温合金,油淬炉的污染风险又太大,表面光洁度怎么都达不到航空标准。
 真空气淬炉与真空油淬炉结构对比图
真空气淬炉与真空油淬炉结构对比图
有个朋友去年买炉子,非要‘一步到位’上高压气淬,结果他们主打的Cr12MoV模具根本淬不透,最后只能当‘高级退火炉’用,现在那台设备大半时间在吃灰。他后来跟我说,当时要是听劝,先拿样品去厂家打样,试淬透性,也不至于……嘿,说多了都是泪。所以我的建议粗暴且直接:选型之前,先把自己最典型的零件列出来,带上材料牌号、尺寸、心部硬度要求,找至少三家实地跑,看着他们做工艺试验。别信PPT上的曲线,那东西美颜过,信不得。
问:真空炉能处理不锈钢固溶处理吗?会不会有晶间氧化?
答:当然可以,而且恰恰是真空炉的优势。像304、316L这类奥氏体不锈钢,固溶温度1050℃左右,真空环境下加热,表面不会有氧化皮,冷却时如果用高纯氮气,还能获得光亮表面。晶间氧化主要是碳化物析出,真空炉的冷速通常够快,只要避开敏化温度区间,根本不用担心。我们给医疗器械做过一批316L外科钳,固溶后表面跟抛光过一样,客户差点以为我们偷偷做了酸洗。
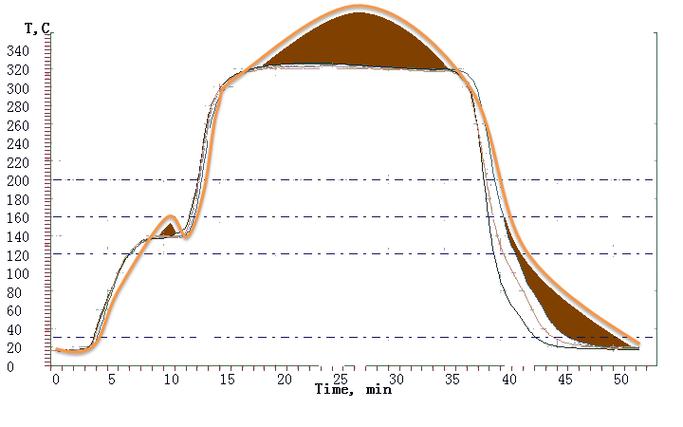
参数里的猫腻:均匀性±5℃和实际是两码事
真空炉的‘温度均匀性’参数,绝对是玩文字游戏的重灾区。国标GB/T 9452里测试方法有一堆空子可钻——比如空载测试、只测有效加热区、热电偶布置位置……你拿到的报告上写着‘均匀性±5℃’,实际装炉量一上来,工件密集摆放,温差轻松突破±15℃。尤其在低温段(比如600℃以下),热辐射效率下降,没有对流循环的话,上下层温差二十度跟玩似的。
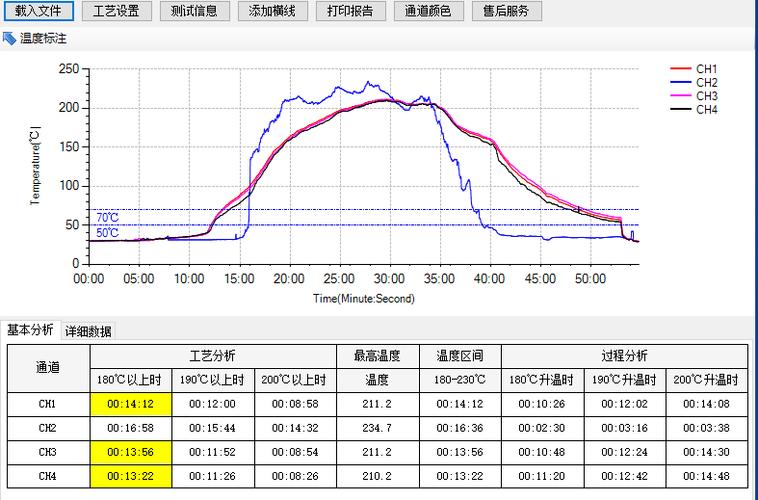 真空炉有效加热区温度均匀性测试布点图
真空炉有效加热区温度均匀性测试布点图
有次帮一个做压铸模的客户排查模具早期开裂,退火态硬度不均,一查炉温,好嘛,设定850℃,中间区域实际820℃,边角880℃,工件等于是分区域做了不同热处理。后来逼着厂家改造,加装对流风机,成本增加了不少,但问题解决了。所以我现在看设备,一定会问:满载测温数据有没有?极限装炉量下,最底层和最上层温差多少?如果销售支支吾吾,立马换一家。
还有个坑——极限真空度。有些厂家标个10⁻³Pa,细问才知道那是空炉、新泵、抽一晚上才能达到的极限,实际生产中能做到10⁻¹Pa就不错了。更头疼的是,有些材料在高温高真空下,合金元素会挥发,比如黄铜的锌、模具钢的锰,蒸发出来附着在加热元件上,不仅污染炉膛,还容易造成短路。这时候就得引入分压控制,通入少量高纯氮气或氩气,把真空度主动降下来。但很多小厂的操作工根本不懂这个,以为真空度越高越好,结果越高级的设备越容易干废活。
问:真空炉的能耗是不是很高?生产一吨工件大概要多少电?
答:能耗确实不低,但要看跟什么比。以一台装炉量500kg的真空油淬炉为例,典型的淬火工艺(加热到1030℃、保温、油冷),加上抽真空、冷却水系统,总耗电大概在1500-2000度/吨。如果对比气氛保护炉,真空炉没有气氛消耗,也没有废气处理成本,总体成本其实差不多。而且真空气淬炉冷速快,生产周期短,效率上有优势。现在新型真空炉都配了变频驱动和智能温控,待机时自动降功率,一年省个几万电费很正常。不过前提是别用老式扩散泵,电老虎不说,维护还麻烦。
保养不到位,再贵的炉子也是废铁
真空炉的灵魂是什么?不是牌子,是密封。一个O型圈没放平,炉门关不严,真空抽一天都到不了工作级别,急得你想砸设备。我见过最离谱的,操作工清理炉膛时用湿布擦了密封面,结果生锈,密封圈压上去就漏气。还有扩散泵油,该换不换,反油倒灌进炉膛,工件表面一层亮晶晶的油斑,热处理直接变‘艺术品’。
所以我现在定的一条死规矩:每班次必须用无水酒精擦拭密封面,每月检查一次密封圈弹性,每季度校准一次真空规管。别看这些小动作,省一次,可能就赔一炉产品加维修费。另外,冷却水系统千万别用硬水,水垢把热交换器堵了,加热元件烧断是迟早的事。有条件最好上闭路循环水,加软化剂,省心。
近年有些品牌开始推‘智能真空炉’,带物联网监控,手机上就能看炉况、调程序,甚至能预测真空泵油寿命。说实话,一开始我觉得花里胡哨,去年给一家汽车零部件厂调试时,他们现场网络差,数据上传延迟,操作工误以为程序没启动,又点了一次,差点报废整炉摆臂。所以数字化是好事,但底层的安全联锁必须做到极致,人、机、料、法、环,任何时候不能省掉必要的人工复核。
问:真空炉的泄漏率怎么测?平常需要留意什么迹象?
答:压升率测试是最直接的。把炉子抽到极限真空度,关闭所有阀门,静置15分钟,看真空度下降情况。一般要求压升率小于0.67Pa/h(约5μmHg/h)才算合格。如果超出,就得用氦质谱检漏仪查漏点,常见的微漏在热电偶引出处、电极密封、大法兰面。日常留意:抽真空时间变长、真空度波动、或闻到油味(油扩散泵倒流),都是前兆。还有一个土办法,在怀疑漏气的地方喷点酒精,如果真空度突然回升,恭喜你,找到漏点了。
说到底,真空炉这东西,三分用七分养。你把它当精密仪器伺候,它就还你稳定可靠的产出;你把它当普通电炉随手一推,那就等着当废品回收站VIP吧。这些年设备越来越自动化,但人的经验、细致的维护习惯,才是设备长治久安的根本——这话有点老套,但每次想起那个因为炉门限位开关没调好而整炉过烧的夜班,我就忍不住在车间转一圈,亲手摸一遍密封圈。