滚压加工,没你想的那么简单——一位老机械师的碎碎念
上周去一个做液压阀体的老客户那里,车间主任拉着我诉苦:新上的一批不锈钢阀芯,车完以后表面粗糙度死活下不来,研磨效率太低,问我有没有什么野路子。我瞥了一眼工艺卡,问他——你咋不试试滚压?他愣了一下,说那玩意儿不是光整外圆用的吗,咱们这内孔……我打断他:谁告诉你滚压只能干外圆?
这事儿说来也挺有意思。滚压这个工艺吧,原理简单到令人发指——就是用硬质滚轮或滚珠对金属表面施加压力,让表层材料发生塑性流动,把刀痕的波峰填进波谷里。可就这么个粗暴的物理过程,实际干起来全是细节,稍不注意就给你颜色看。
滚压到底能解决什么问题?
很多人一提滚压,脑子里蹦出来的就是提高表面光洁度。没错,这是最直观的效果——车削完的零件表面,肉眼看着挺亮,一上粗糙度仪直接0.8、1.6。滚压随便压一遍,能稳定干到0.2甚至0.1以下,而且表面会产生一层冷作硬化的致密层,硬度和耐磨性都往上窜。但这就够了吗?滚压真正的爽点在于,它能把零件的疲劳寿命翻倍,甚至翻几倍。 比如承受交变载荷的轴类件,滚压后在表面形成残余压应力,裂纹萌生被死死按住。这个价值,很多搞工艺的压根没意识到。
 金属轴类零件滚压前后表面微观对比图
金属轴类零件滚压前后表面微观对比图
不过话说回来,滚压不是万能药。我见过有哥们儿拿滚压去处理铸铁件,结果表面直接起皮脱落,气得他骂设备不行——其实是你材料选错了啊。铸铁本身塑性差,滚压把表层晶粒挤碎,反而产生微裂纹。还有些人把滚压当磨削的代餐,毛坯刀纹深到能插进指甲盖,就想靠滚压硬挤平,最后滚轮崩了,工件也废了。滚压只能消除微观不平度,宏观几何误差它可不负责。
内孔滚压:精细活里的魔鬼细节
回到开头那个阀芯内孔的问题。内孔滚压其实早就有了,但很多工厂不敢用,因为调试太过依赖手感。滚压头伸进孔里,过盈量多一丝就可能挤裂薄壁件,少一丝又压不到位。我常用的招是先用可调式滚压头,从零过盈开始逐步加,直到表面出现镜面——这时候过盈量一般在直径方向0.01~0.03mm,具体看材料和壁厚。
另一个坑是润滑。滚压不是干摩擦,得用极压润滑液,不然滚轮和工件直接焊在一起,那场面叫一个惨烈。我偏爱用含硫化脂肪的油性剂,黏度稍微高一点,能扛住滚压瞬间的高接触应力。有些厂家图省事直接用切削液,结果表面黑斑、划伤一堆,还怪滚压工具质量差。真是冤。
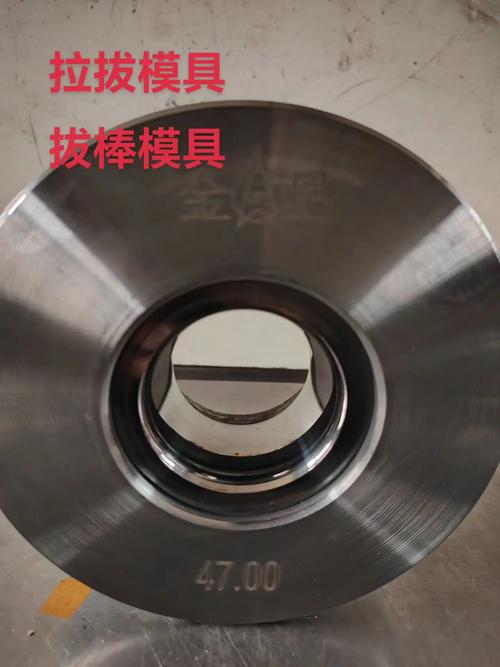
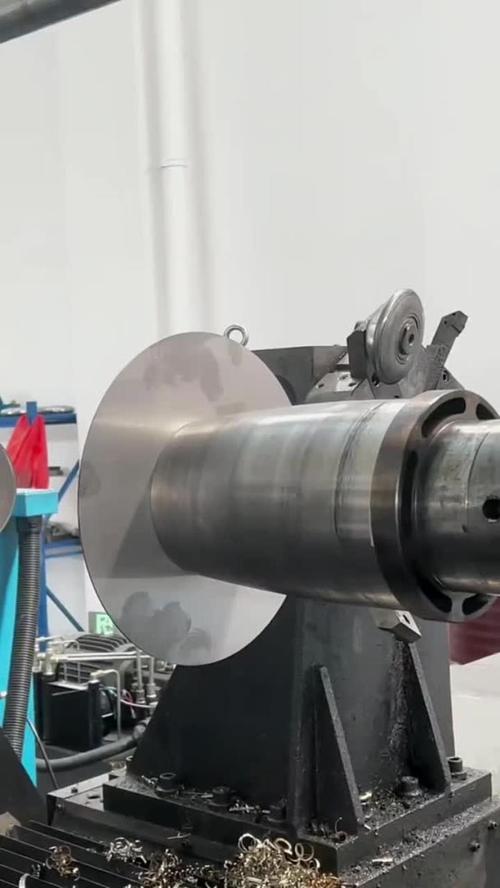
 内孔滚压加工现场滚压头进给特写
内孔滚压加工现场滚压头进给特写
还有滚压速度——很多人照着切削参数调,转得飞快,生怕效率不够。但滚压是挤压变形,速度一高,塑性流动跟不上,表面反而起鳞。线速度控制在30~80m/min比较稳妥,进给量0.05~0.2mm/r。 我去年调试一个钛合金深孔,客户非要用200m/min,我拦都拦不住,最后搞出来像砂纸一样,回头又来找我喊救命。
答:看材料。低碳钢、铝合金这类塑性好的,硬度能提20%~50%,甚至更高。像304不锈钢,滚压后表面硬度能从180HV干到300HV左右。但高碳钢、铸铁提升幅度就小,而且有开裂风险。另外硬度提升只是表面一层,心部不受影响,所以别指望滚压替代整体热处理。
滚压设备选择:别被高大上概念忽悠
现在市面上滚压工具多如牛毛,从几十块的滚轮刀到几十万的数控滚压专机。选什么?要根据批量和精度权衡。小批量、多品种的活儿,用普通车床上就能装的滚压头最实惠,换型快,成本低。但一致性不好,全靠操作工手感。大批量汽车零部件,就得上有闭环控制的伺服滚压系统,能实时监测滚压力,保证每个件的残余应力分布都差不多。
我见过最离谱的一家厂,非要用德国进口的激光辅助滚压设备,说能在滚压同时加热软化材料,提高效果。问题是他干的只是普通调质钢轴,根本用不着,白白多花了两百万。所以啊,别被“创新技术”冲昏头,工艺是为产品服务的,不是给设备厂商当试验田。
答:最常见几种:表面起皮——过盈量太大或润滑失效;表面划伤——润滑液不干净或滚轮表面有积屑瘤;椭圆度超差——滚压前工件本身圆度不好,或者滚压头定心不准;表面出现环状波纹——进给量与转速匹配不对,或者机床有爬行。处理步骤:先检查润滑和过盈量,再查工件预加工质量,最后怀疑工具本身。记住,滚压是锦上添花,前道工序干不好,滚压只会放大缺陷。
其实写这么多,最想说的是:滚压这个老工艺,到今天还被很多人低估。它不像五轴联动那么炫,也不像增材制造那么时髦,但在提升零件可靠性和寿命这件事上,它是实打实的功臣。下次你拿到一张图纸,看到表面粗糙度要求Ra0.4,先别急着上磨床——试试滚压,没准省下大把时间和成本。
说到底,机械制造里没那么多神奇魔法,把基础的物理原理吃透,把细节控好,效果自然就出来了。滚压如是,其他亦然。