折弯精度控制:老师傅不会告诉你的那些门道
说实话,搞钣金这么多年,最怕听到的一句话就是——“这个折弯很简单,随便搞搞就行。”鬼才信。每次遇到这种单子,最后折腾半天的,准是它。
折弯,看似不就是把铁板一压一弯嘛。但你要是真干过,就知道里面的坑能让你怀疑人生。回弹、压痕、角度偏差、尺寸跑位……个个都烦人。可有些人就能把公差压到±0.1mm,你上去一干,飘出去1mm还不止。问题出在哪儿?
别光盯着机床,模具才是那个“隐形杀手”
很多厂子买折弯机,上百万的设备,眼睛都不眨。可一说到模具——能用就行,磨损了也不修。蠢。太蠢了。
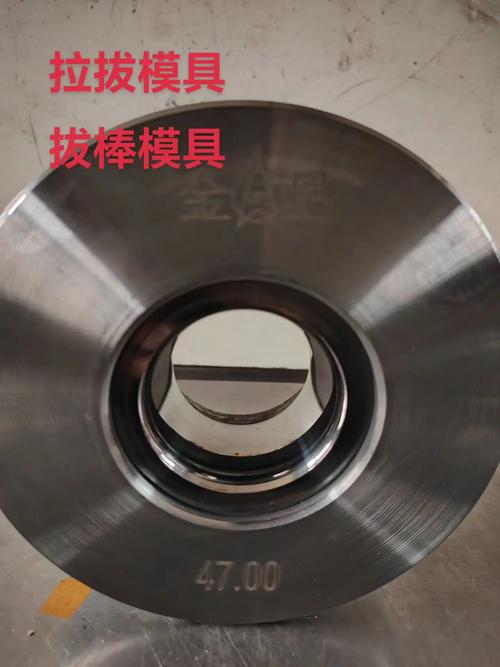
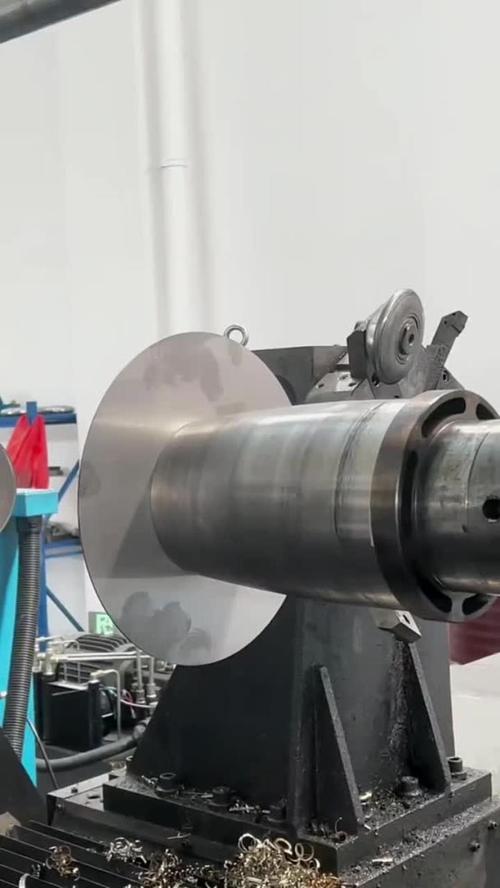
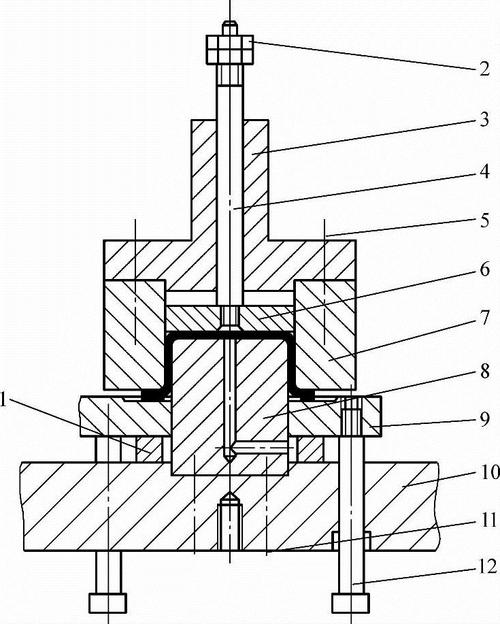
 钣金折弯上模下模磨损对比图
钣金折弯上模下模磨损对比图
你知道么,模具的R角哪怕只多磨损了0.2mm,折出来的角度就能差出一大截。还有V槽的选择,简直玄学。一般推荐板厚的6~8倍,但碰上不锈钢这种硬骨头,你试试8倍V?回弹弹到你哭。我吃过亏——当时做一批2mm厚304,用了16mm的V槽,结果角度大了快3度,全废了。后来换成12mm,立马稳住。所以啊,别死记公式,得看材质、看机器、甚至看当天的室温。❗
还有个容易忽略的:模具的对中。折弯机上模稍微偏一丝,整个折弯线就走歪,出来的活儿对角线都能差老远。每次换模,我真恨不得拿放大镜去对。💡
回弹?你就不能让板子“听话”吗
回弹,折弯的噩梦。尤其是不锈钢、高强钢,简直天生反骨。怎么整?常规操作是过弯,也就是多折一点,让它弹回去正好。但你知道过弯多少合适?查表?那表都是理想状态,车间里湿度、润滑、材料批次全在变。我试过最准的办法——先试弯一段废料,测角度,然后慢慢调。笨,但管用。
问:有没有办法精确计算回弹补偿?
答:理论上可以,用有限元软件模拟,但中小厂谁有那精力?更实用的是:测量实际回弹量,然后在数控系统里做个角度修正。比如你折90度,实际弹完变成88度,那下次输入92度试试,根据结果微调。有些高档折弯机有激光角度测量,实时反馈,那个爽,折完就测,自动补偿。不过贵,一台系统够买辆小车了。✅
还有个歪招:改变折弯速度。下压越快,材料变形越剧烈,回弹反而小点。但太快了,容易震刀,表面起棱。得自己摸那个临界点。
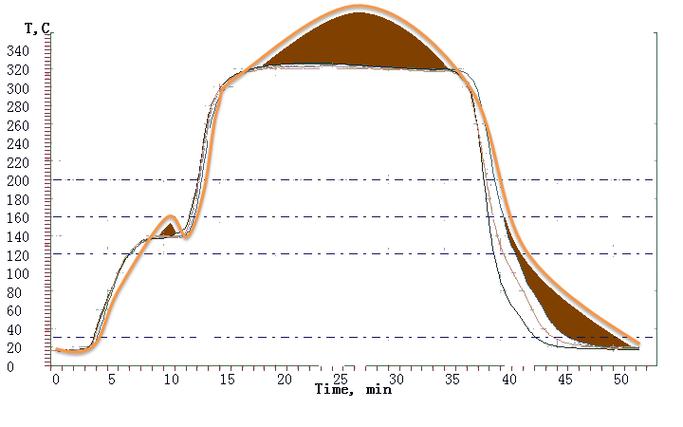
 折弯机激光角度测量实时补偿装置
折弯机激光角度测量实时补偿装置
说到表面……折弯压痕烦不烦人?镜面不锈钢、铝板,一压一道印,客户直接拒收。怎么办?垫膜,最便宜;用无痕模具,贵点但值得;或者——有人居然会涂一层润滑油,别说,效果还行,就是后续清洗麻烦。
尺寸老跑偏?因为你没搞懂“展开料”的猫腻
 尺寸老跑偏?因为你没搞懂“展开料”的猫腻
尺寸老跑偏?因为你没搞懂“展开料”的猫腻
展开尺寸算不准,折出来不是长就是短。K因子、折弯扣除、中性层,这些名词听着头大。但说白了就是:你折弯时,材料内侧受压、外侧受拉,中间有个既不伸长也不缩短的层——中性层。K因子就是中性层到内侧的距离与板厚的比值。一般碳钢取0.4左右,但不同材料、不同V槽都会变。我见过有人用固定0.5,结果折出来统统偏长。后来实测,发现他用的模具R角大,中性层偏内,应该降到0.35。所以,别偷懒,每换一套模具,都得重新校K因子。
问:折弯后工件上的孔位变形了,怎么避免?
答:常见问题!孔离折弯线太近就会被拉变形。经验是:孔边到折弯线的距离至少大于1.5倍板厚加折弯内R。如果结构不允许,那就先冲小孔,折弯后再扩孔;或者干脆先折弯,再冲孔——但得看工序能排开不。还有个讨巧的办法:在孔旁边开个防变形的小切口,卸掉应力。不过得客户图纸同意才行。
说到底,折弯这活儿,靠经验,更靠用心。机器是死的,人是活的。你得像了解女朋友一样了解你的机器和板材——咳,虽然我至今没搞懂女朋友,但折弯嘛,多试几次,总能摸透。对吧。
最后啰嗦一句:别信那些光讲理论的文章,车间里流汗踩坑出来的经验,才最金贵。