烧结工艺失控?那是你没搞懂这3个关键参数
说实话,烧结这活儿,干过的都懂——温度高了,过烧,废料;温度低了,欠烧,强度不够。有时候就差那么5℃,整炉零件全成了废铁。💸
我在车间摸爬滚打十几年,最头疼的不是设备,而是参数!对,参数。温度、时间、气氛。这三个家伙像三个脾气古怪的匠人,不摸透它们的性子,别想出好活儿。
温度:别只盯着峰值看
很多人以为烧结温度就是那个最高点。错!大错特错。升温速率、保温时间、冷却曲线,哪一个不是坑?特别是做粉末冶金结构件,升温快了——鼓泡,变形。慢了——晶粒长大,性能掉一大截。啊,那种纠结,就像煎牛排,火候不够没味儿,过了又老又柴。
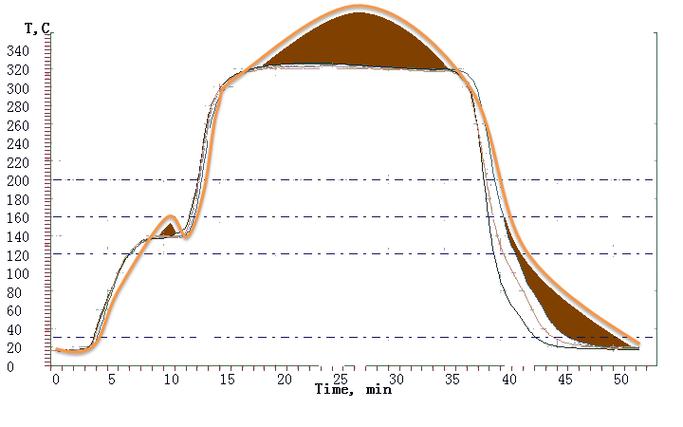 粉末冶金烧结温度曲线实时监控
粉末冶金烧结温度曲线实时监控
有次我们调一种铁基含油轴承,密度要求6.8 g/cm³以上。按理论1120℃烧,结果压溃强度就是上不去。后来装了炉内热电偶才发现——温度均匀性差15℃!炉子该大修了。所以说,实测温度比设定值可靠得多。现在我每炉必放测温环,矫情?不,是怕了。
时间:长不一定好,短肯定不行
保温时间怎么定?教科书上写“根据壁厚每25mm保温1小时”。呸!那是针对传统烧结。现在做MIM零件,壁厚才2mm,按那算法只要5分钟?开什么玩笑。粘结剂脱脂没脱干净,你烧再久都是白搭,还容易碳残留。
不过话说回来,有些老师傅喜欢“宁长勿短”——多烧会儿保险。可你知道多烧一小时电费多少吗?氮气消耗多少吗?而且晶粒粗化带来的硬度下降,后道热处理都救不回来。所以,时间必须通过正交实验抠出来,尤其当你换了一批粉末供应商。
 MIM零件烧结炉气氛控制
MIM零件烧结炉气氛控制
这里插个案例:去年做一款不锈钢小齿轮,客户要求HRC≥35。我们按常规保温60min,做出来只有HRC28。后来发现是真空度波动,导致表面脱碳。调整后保温压缩到45min,同时加强分压控制,硬度直接飙到HRC40。你看,时间不是孤立的,得和气氛配合。
气氛:看不见的杀手
 气氛:看不见的杀手
气氛:看不见的杀手
我见过最冤的一次事故——陶瓷烧结炉的氧含量没控好,整炉氧化锆陶瓷发黑。那一炉料,成本二十多万,就因为一个氧探头坏了。😫 气氛控制,真的是“失之毫厘,谬以千里”。
对于粉末冶金,吸热性气氛还是放热性?氮氢混合比例多少?露点怎么定?这些都不是抄数据表能解决的。比如烧结铜基零件,氢气太高容易氢脆,太低又还原不了氧化物。我们曾因为氢气纯度过低,导致产品起泡,后来发现是净化设备分子筛到期了……哎,细节是魔鬼。
💡 实用建议:在烧结炉进气口加装露点仪和氢分仪,在线监测,别等出炉后看颜色才发现问题。另外,定期做气氛均匀性测试,用不锈钢箔法或碳势片,简单但有效。
常见问题快答
 常见问题快答
常见问题快答
问:烧结后零件尺寸胀大,是什么原因?
答:最常见的原因是生坯密度不均,或者升温时润滑剂挥发太快导致局部膨胀。也可能是粉末中氧含量高,还原反应产生气体。解决办法:检查压制模具的均匀性,降低升温速率,或者调整粉末的氧含量。如果采用网带炉,要注意气氛流动对零件的冲击。
问:烧结炉的保温区温度波动多大可以接受?
答:对于铁基零件,一般要求±5℃以内;硬质合金要求更高,±3℃。超过这个范围,晶粒异常长大或局部过烧的风险急剧增加。务必定期校准热电偶,并用测温环验证炉温均匀性,至少每周一次。
行了,啰嗦这么多,无非想说:烧结不是靠运气,是靠对每个参数的较真。有时候,解决一个看似复杂的缺陷,就在换个热电偶、调整个气阀的开度。这些经验,都是学费砸出来的。
下次你的炉子再出问题,别先怀疑粉末。查查你的参数记录曲线——它可能正在冲你喊:“我病了!”