熔炼,远不止把金属烧化那么简单
差点被飞溅的钢水烫着——就在昨天,车间里。熔炼这事儿,外行看来就是“烧火”,但真要深入进去,水不是一般的深。说实话,干了二十年,我依然觉得每一次开炉都像在驯服一头野兽。
 钢铁厂电弧炉熔炼现场
钢铁厂电弧炉熔炼现场
电弧炉的出现,算是第一次真正意义上的革命。电极一落,电流噼里啪啦,霎时间几千度的高温,废钢在里面翻滚熔化。这场景壮观,但也危险。我见过一次炉壁烧穿,钢水像岩浆一样涌出来,那个热浪,隔十米脸都发烫。现在电弧炉越做越大,百吨级别是常态,而且节能技术突飞猛进,什么泡沫渣埋弧、余热回收——可别以为这是教科书里的话,这些是实打实的省钱手段。但电弧炉有个毛病:去硫去磷能力弱,得靠精炼补救。
话说回来,有些合金甚至真空都不够用——得用电子束熔炼。那温度,高到能把金属直接气化,提纯效果拔群,就是设备贵得令人发指,只有高纯钽、铌这类战略金属才用得起。💡
答:这工艺,说穿了很简单——把常规熔炼的钢锭作为电极,插进一层熔渣里,靠渣阻发热重新熔化,然后在水冷结晶器里凝固。结果呢?非金属夹杂物被渣吃掉一大半,凝固组织细得跟肉眼几乎看不见晶粒。以前做过对比,同样材质的齿轮钢,电渣重熔后疲劳寿命能提高30%以上。但是它速度超慢,耗电高,而且电极制备麻烦。所以,只有关键零部件——轴承、军工炮管、大型轧辊——才会走这条道。有个槽点:熔渣成分要恒温控制,氟化物挥发出来,那股味道,酸爽无比,环保得盯紧。
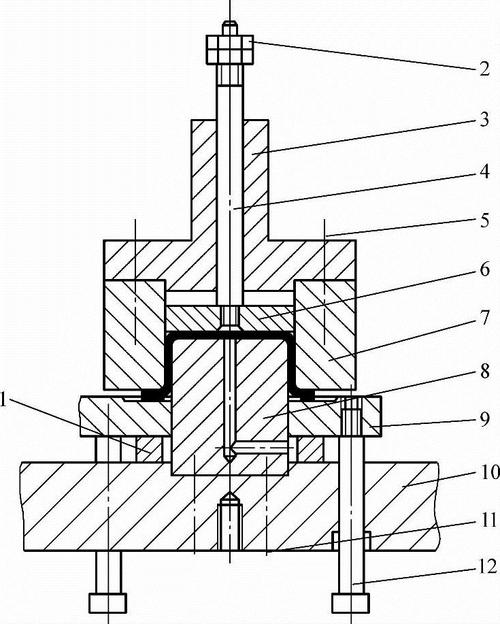
真空感应熔炼炉内部结构图
还有,感应熔炼电磁搅拌强,成分均匀性确实好,但是那涡流也可能把气体卷进去,所以脱氧必须到位。说实话,很多人加铝脱氧然后就直接浇注,结果针孔多得像蜂窝。讲真,静置除气、喂丝处理真不能省。
问:熔化过程中如何控制晶粒度?
问:都说细化晶粒能提高强度又不损塑性,可熔炼时怎么操作才能得到细晶?
答:这得看材料。铝合金熔炼,加点钛硼细化剂,立竿见影。但钢呢?最笨也最直接的办法是降低浇注温度,过冷度一大,形核率暴增。可低温浇注容易产生冷隔、浇不足,所以又得靠变质处理。比如加铈、锆等元素形成弥散质点作为晶核。还有一招——振动。做铸件时,一边浇一边给模具施加机械振动或超声波,枝晶刚长出来就被振碎,晶粒细得我都不敢认。不过这些都是工艺联动了,熔炼只是起点,要配合铸造参数才能完美。
熔炼,说到底,是火的艺术,更是数据的科学。从黑黢黢的冲天炉到全自动真空电弧炉,技术代差何止百倍。可无论多先进,核心仍然是材料、温度、气氛这三件事的精准缠斗。每天都在发生,也每天都有新麻烦,但这就是制造业的魅力——不是么?
那个改变了工业史的“大火炉”
老一辈的师傅可能还记得冲天炉。那玩意儿现在看简直原始,焦炭一层层往里倒,铁矿石在高温下变成铁水。效率低?当然。污染重?没的说。但就是这粗糙的家伙,撑起了早期工业化。不过话说回来,现在谁要再用冲天炉做高端件,那简直是去送死——杂质太多,成分波动能让你崩溃。 钢铁厂电弧炉熔炼现场
钢铁厂电弧炉熔炼现场
电弧炉的出现,算是第一次真正意义上的革命。电极一落,电流噼里啪啦,霎时间几千度的高温,废钢在里面翻滚熔化。这场景壮观,但也危险。我见过一次炉壁烧穿,钢水像岩浆一样涌出来,那个热浪,隔十米脸都发烫。现在电弧炉越做越大,百吨级别是常态,而且节能技术突飞猛进,什么泡沫渣埋弧、余热回收——可别以为这是教科书里的话,这些是实打实的省钱手段。但电弧炉有个毛病:去硫去磷能力弱,得靠精炼补救。
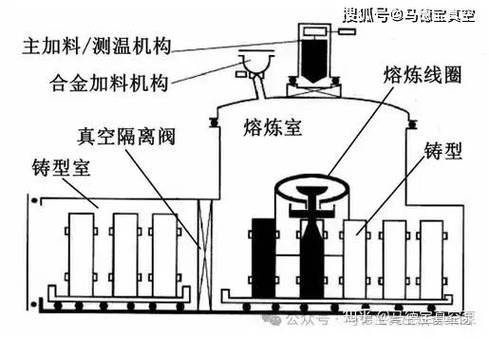
真空熔炼:钛合金的“无菌手术室”
有些材料就是娇气。钛合金,航空航天的心头肉,在空气里熔炼?吸氧吸氮,立马变脆,跟玻璃似的,一敲就碎。所以真空自耗电弧熔炼(VAR)成了标配。想象一个巨大的密封罐子,里面抽成真空,一根钛合金电极在水冷铜坩埚里慢慢熔化,然后重新凝固。这个过程杂质极少,但速度慢得要死,成本噌噌涨。不过航空钛合金嘛,哪怕一丁点缺陷都可能是空难,所以这钱烧得值。❗话说回来,有些合金甚至真空都不够用——得用电子束熔炼。那温度,高到能把金属直接气化,提纯效果拔群,就是设备贵得令人发指,只有高纯钽、铌这类战略金属才用得起。💡
问:为什么高端铸件偏爱电渣重熔?
问:电渣重熔到底改善了什么,能让一个普通钢锭身价翻倍?答:这工艺,说穿了很简单——把常规熔炼的钢锭作为电极,插进一层熔渣里,靠渣阻发热重新熔化,然后在水冷结晶器里凝固。结果呢?非金属夹杂物被渣吃掉一大半,凝固组织细得跟肉眼几乎看不见晶粒。以前做过对比,同样材质的齿轮钢,电渣重熔后疲劳寿命能提高30%以上。但是它速度超慢,耗电高,而且电极制备麻烦。所以,只有关键零部件——轴承、军工炮管、大型轧辊——才会走这条道。有个槽点:熔渣成分要恒温控制,氟化物挥发出来,那股味道,酸爽无比,环保得盯紧。
 真空感应熔炼炉内部结构图
真空感应熔炼炉内部结构图
感应熔炼:小而美的活法
中小铸造厂现在最认感应熔炼。中频炉一开,线圈通水通电,坩埚内的金属自己发热熔化,根本不用电极。好处是轻巧,换料快,铁水、钢水、铜水,今晚铸铝明天铸铜,切换自如。但... 炉衬寿命是个大坑。酸性硅砂炉衬便宜,却怕碱性渣,动不动就穿炉。曾经有个同行为了省钱,用石英砂打结炉衬,结果化钢水时瞬间侵蚀穿孔,差点出人命。所以每次看到他们用感应炉,我都得唠叨:炉衬检测,别偷懒!✅还有,感应熔炼电磁搅拌强,成分均匀性确实好,但是那涡流也可能把气体卷进去,所以脱氧必须到位。说实话,很多人加铝脱氧然后就直接浇注,结果针孔多得像蜂窝。讲真,静置除气、喂丝处理真不能省。
问:熔化过程中如何控制晶粒度?
 问:熔化过程中如何控制晶粒度?
问:都说细化晶粒能提高强度又不损塑性,可熔炼时怎么操作才能得到细晶?
问:熔化过程中如何控制晶粒度?
问:都说细化晶粒能提高强度又不损塑性,可熔炼时怎么操作才能得到细晶?答:这得看材料。铝合金熔炼,加点钛硼细化剂,立竿见影。但钢呢?最笨也最直接的办法是降低浇注温度,过冷度一大,形核率暴增。可低温浇注容易产生冷隔、浇不足,所以又得靠变质处理。比如加铈、锆等元素形成弥散质点作为晶核。还有一招——振动。做铸件时,一边浇一边给模具施加机械振动或超声波,枝晶刚长出来就被振碎,晶粒细得我都不敢认。不过这些都是工艺联动了,熔炼只是起点,要配合铸造参数才能完美。
数字化熔炼:告别“看火候”
以前熔炼全靠老师傅的眼睛。看钢水颜色、看火花、看渣况,经验准得像仪器。可老师傅退休了,手艺就断了。好在现在传感器便宜了,氧探头、热分析仪、光谱仪联网,屏幕上实时显示碳当量、液相线温度,甚至智能算法能预测球化率。那个舒服,点几下鼠标就搞定。但别高兴太早——网络延迟、传感器漂移、数据噪声,照样能坑你。有一回,热分析仪信号被中频炉磁场干扰,测出的碳含量偏差0.2%,要不是我提议手工取样复验,整炉钢水都得报废。数字化是趋势,但人永远不能完全甩手。❗熔炼,说到底,是火的艺术,更是数据的科学。从黑黢黢的冲天炉到全自动真空电弧炉,技术代差何止百倍。可无论多先进,核心仍然是材料、温度、气氛这三件事的精准缠斗。每天都在发生,也每天都有新麻烦,但这就是制造业的魅力——不是么?