拉拔模具寿命翻倍?这些硬核经验值得一看
说到拉拔,干这行的都知道,模具是命门。命门一崩,产线停摆,废品堆成山。我头几年带班的时候,有次夜班连爆七个钨钢模,退火炉出来的线材在模孔里直接焊住——那股子焦糊味,现在想起来还犯恶心。
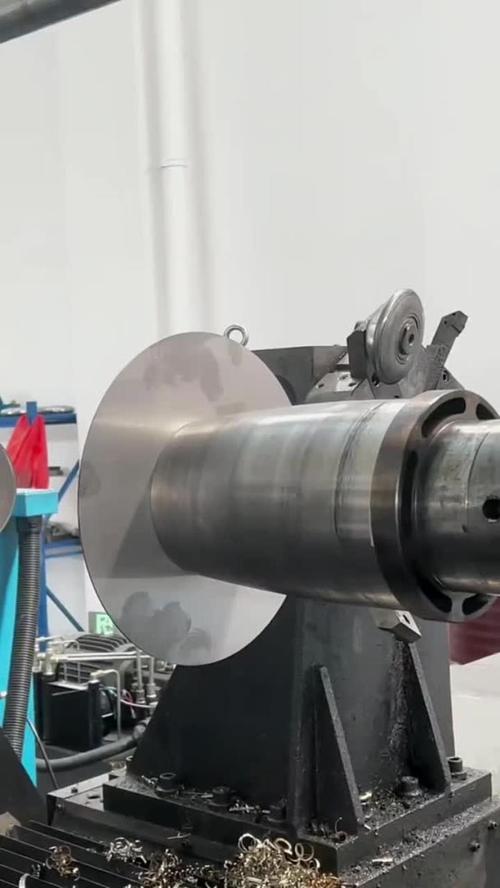
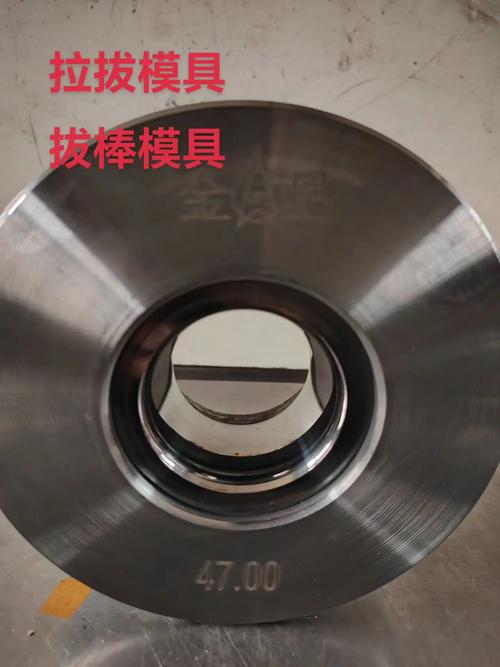
 拉拔硬质合金模具实物
现在市面上主流就那几样:硬质合金、聚晶金刚石(PCD)、还有老一辈还在用的工具钢。工具钢?说实话,除非你拉的是铅、锡这类软得能用手掰的料,否则别碰。我见过最离谱的厂,拉普碳钢丝还非要用T10模具,孔壁三天啃出沟,等于拿锉刀在线材表面刨花。
硬质合金,尤其是WC-Co类,平衡点最好——硬度HRC 90上下,抗弯强度扛得住两三千兆帕,关键价格没那么离谱。但搞不锈钢管材拉拔的兄弟注意了:Co基粘结相在高温下容易跟硫、氧起反应,晶界腐蚀能直接把模具啃成蜂窝。这时候就得走另一条路:钢结硬质合金,用高速钢当粘结相,耐蚀性翻一截,韧性还比纯WC-Co强,适合带冲击的工况。
PCD呢?好东西,真香,也真贵。拉铜线、铝包钢这类非铁金属,寿命是硬质合金的十几倍起步,孔壁光洁度能当镜子用。但铁基材料千万别碰——钻石里的碳在高温下会往铁里扩散,形成碳化铁,表面直接石墨化,等于拿钞票打水漂。所以啊,选材这事儿,不看价格看匹配。
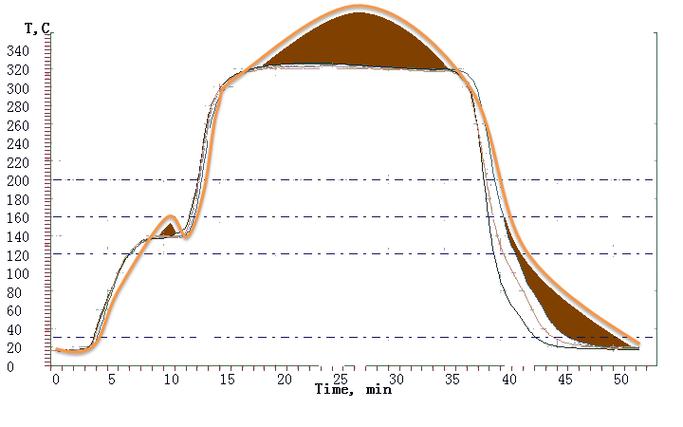
线材拉拔力监测曲线图
特别是拉异形截面的时候,局部应力集中能比中间高出一倍,模具入口角度稍微差个半度,断线率就坐火箭。有个小窍门:听声音。平稳的“唰唰”声是好事,一旦出现高频啸叫或间断的“嘎吱”声,赶紧停,别犹豫,拉拔力已经接近临界了。
问:模具入口锥角到底怎么选?书上说8到12度,可我试下来怎么都不对劲?
答:书上那是理想情况下的优化区间,实际得看减面率和摩擦系数。黄铜、纯铝这类粘性大的料,搞到16度都正常;硬态的碳钢线,6度我都用过。关键看定径带长度和润滑状态。定径带太长——拉拔力剧增,模具温升飞快;太短——尺寸精度完蛋,线材椭圆度超差。记住一点:减面率超过25%的拉拔道次,入口锥角千万别走下限,否则金属流线不畅,模具出口端容易胀裂。
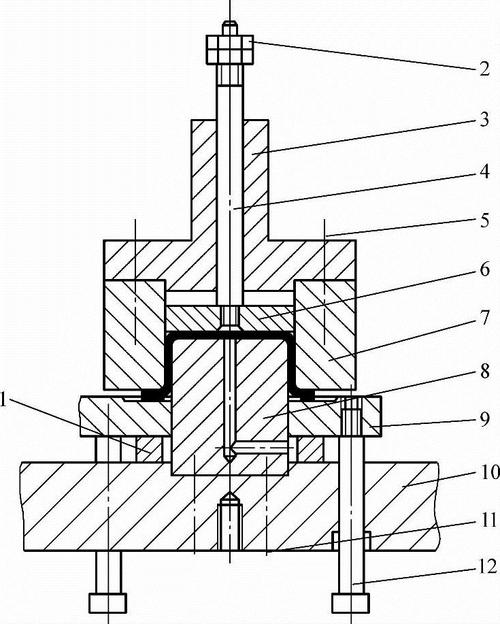
热处理:容易被跳过的一步
模具基体热处理不到位,表面涂层再好也白搭。见过不少涂层崩落的模子,剥开看截面,基体硬度梯度差超过HV100,这就是淬火时冷却速度没控好。尤其是大直径冷镦模,心部要留一定的韧度,表面硬壳又得够厚。深冷处理现在很多厂开始搞了,液氮里泡几个小时,让残余奥氏体转成马氏体,尺寸稳定性提高不少。别觉得玄乎,我用过一批深冷后的模具,前期磨合跑合期明显缩短,拉拔力波动小得多。
最后唠叨一句。拉拔这行,看着粗犷,其实精细得要命。模具的事情,从选材到润滑再到报废标准,环环相扣。别等拉拔机轰隆隆响起来才想起来检查模具,停线损失谁背谁心疼。
拉拔硬质合金模具实物
现在市面上主流就那几样:硬质合金、聚晶金刚石(PCD)、还有老一辈还在用的工具钢。工具钢?说实话,除非你拉的是铅、锡这类软得能用手掰的料,否则别碰。我见过最离谱的厂,拉普碳钢丝还非要用T10模具,孔壁三天啃出沟,等于拿锉刀在线材表面刨花。
硬质合金,尤其是WC-Co类,平衡点最好——硬度HRC 90上下,抗弯强度扛得住两三千兆帕,关键价格没那么离谱。但搞不锈钢管材拉拔的兄弟注意了:Co基粘结相在高温下容易跟硫、氧起反应,晶界腐蚀能直接把模具啃成蜂窝。这时候就得走另一条路:钢结硬质合金,用高速钢当粘结相,耐蚀性翻一截,韧性还比纯WC-Co强,适合带冲击的工况。
PCD呢?好东西,真香,也真贵。拉铜线、铝包钢这类非铁金属,寿命是硬质合金的十几倍起步,孔壁光洁度能当镜子用。但铁基材料千万别碰——钻石里的碳在高温下会往铁里扩散,形成碳化铁,表面直接石墨化,等于拿钞票打水漂。所以啊,选材这事儿,不看价格看匹配。
线材拉拔力监测曲线图
特别是拉异形截面的时候,局部应力集中能比中间高出一倍,模具入口角度稍微差个半度,断线率就坐火箭。有个小窍门:听声音。平稳的“唰唰”声是好事,一旦出现高频啸叫或间断的“嘎吱”声,赶紧停,别犹豫,拉拔力已经接近临界了。
问:模具入口锥角到底怎么选?书上说8到12度,可我试下来怎么都不对劲?
答:书上那是理想情况下的优化区间,实际得看减面率和摩擦系数。黄铜、纯铝这类粘性大的料,搞到16度都正常;硬态的碳钢线,6度我都用过。关键看定径带长度和润滑状态。定径带太长——拉拔力剧增,模具温升飞快;太短——尺寸精度完蛋,线材椭圆度超差。记住一点:减面率超过25%的拉拔道次,入口锥角千万别走下限,否则金属流线不畅,模具出口端容易胀裂。
热处理:容易被跳过的一步
模具基体热处理不到位,表面涂层再好也白搭。见过不少涂层崩落的模子,剥开看截面,基体硬度梯度差超过HV100,这就是淬火时冷却速度没控好。尤其是大直径冷镦模,心部要留一定的韧度,表面硬壳又得够厚。深冷处理现在很多厂开始搞了,液氮里泡几个小时,让残余奥氏体转成马氏体,尺寸稳定性提高不少。别觉得玄乎,我用过一批深冷后的模具,前期磨合跑合期明显缩短,拉拔力波动小得多。
最后唠叨一句。拉拔这行,看着粗犷,其实精细得要命。模具的事情,从选材到润滑再到报废标准,环环相扣。别等拉拔机轰隆隆响起来才想起来检查模具,停线损失谁背谁心疼。
模具选材:你以为贵的就是对的?
 拉拔硬质合金模具实物
现在市面上主流就那几样:硬质合金、聚晶金刚石(PCD)、还有老一辈还在用的工具钢。工具钢?说实话,除非你拉的是铅、锡这类软得能用手掰的料,否则别碰。我见过最离谱的厂,拉普碳钢丝还非要用T10模具,孔壁三天啃出沟,等于拿锉刀在线材表面刨花。
硬质合金,尤其是WC-Co类,平衡点最好——硬度HRC 90上下,抗弯强度扛得住两三千兆帕,关键价格没那么离谱。但搞不锈钢管材拉拔的兄弟注意了:Co基粘结相在高温下容易跟硫、氧起反应,晶界腐蚀能直接把模具啃成蜂窝。这时候就得走另一条路:钢结硬质合金,用高速钢当粘结相,耐蚀性翻一截,韧性还比纯WC-Co强,适合带冲击的工况。
PCD呢?好东西,真香,也真贵。拉铜线、铝包钢这类非铁金属,寿命是硬质合金的十几倍起步,孔壁光洁度能当镜子用。但铁基材料千万别碰——钻石里的碳在高温下会往铁里扩散,形成碳化铁,表面直接石墨化,等于拿钞票打水漂。所以啊,选材这事儿,不看价格看匹配。
拉拔硬质合金模具实物
现在市面上主流就那几样:硬质合金、聚晶金刚石(PCD)、还有老一辈还在用的工具钢。工具钢?说实话,除非你拉的是铅、锡这类软得能用手掰的料,否则别碰。我见过最离谱的厂,拉普碳钢丝还非要用T10模具,孔壁三天啃出沟,等于拿锉刀在线材表面刨花。
硬质合金,尤其是WC-Co类,平衡点最好——硬度HRC 90上下,抗弯强度扛得住两三千兆帕,关键价格没那么离谱。但搞不锈钢管材拉拔的兄弟注意了:Co基粘结相在高温下容易跟硫、氧起反应,晶界腐蚀能直接把模具啃成蜂窝。这时候就得走另一条路:钢结硬质合金,用高速钢当粘结相,耐蚀性翻一截,韧性还比纯WC-Co强,适合带冲击的工况。
PCD呢?好东西,真香,也真贵。拉铜线、铝包钢这类非铁金属,寿命是硬质合金的十几倍起步,孔壁光洁度能当镜子用。但铁基材料千万别碰——钻石里的碳在高温下会往铁里扩散,形成碳化铁,表面直接石墨化,等于拿钞票打水漂。所以啊,选材这事儿,不看价格看匹配。
拉拔力:算不准的账才是要命的账
干拉拔,谁没被拉拔力折腾过?工艺卡上给的参数,往往在车间里就是个参考。我习惯在换模后头三根料上贴应变片实时拉——变化曲线比理论计算诚实得多。理论公式?Siebel那份东西假设的是全断面均匀变形,可现实中缩颈区金属流线乱得跟麻花似的。别全信模拟,要信手感。拉拔力突然上蹿,十有八九是润滑膜破裂,或者模具表面已经出现粘模。 线材拉拔力监测曲线图
特别是拉异形截面的时候,局部应力集中能比中间高出一倍,模具入口角度稍微差个半度,断线率就坐火箭。有个小窍门:听声音。平稳的“唰唰”声是好事,一旦出现高频啸叫或间断的“嘎吱”声,赶紧停,别犹豫,拉拔力已经接近临界了。
问:模具入口锥角到底怎么选?书上说8到12度,可我试下来怎么都不对劲?
答:书上那是理想情况下的优化区间,实际得看减面率和摩擦系数。黄铜、纯铝这类粘性大的料,搞到16度都正常;硬态的碳钢线,6度我都用过。关键看定径带长度和润滑状态。定径带太长——拉拔力剧增,模具温升飞快;太短——尺寸精度完蛋,线材椭圆度超差。记住一点:减面率超过25%的拉拔道次,入口锥角千万别走下限,否则金属流线不畅,模具出口端容易胀裂。
线材拉拔力监测曲线图
特别是拉异形截面的时候,局部应力集中能比中间高出一倍,模具入口角度稍微差个半度,断线率就坐火箭。有个小窍门:听声音。平稳的“唰唰”声是好事,一旦出现高频啸叫或间断的“嘎吱”声,赶紧停,别犹豫,拉拔力已经接近临界了。
问:模具入口锥角到底怎么选?书上说8到12度,可我试下来怎么都不对劲?
答:书上那是理想情况下的优化区间,实际得看减面率和摩擦系数。黄铜、纯铝这类粘性大的料,搞到16度都正常;硬态的碳钢线,6度我都用过。关键看定径带长度和润滑状态。定径带太长——拉拔力剧增,模具温升飞快;太短——尺寸精度完蛋,线材椭圆度超差。记住一点:减面率超过25%的拉拔道次,入口锥角千万别走下限,否则金属流线不畅,模具出口端容易胀裂。
润滑:被低估的寿命因子
前天还有人跟我杠,说模具寿命主要看材质。行吧,你拿顶级PCD模芯,干拉不锈钢丝的时候抹点过期机油试试?不出俩钟头,表面拉毛成砂纸。润滑不是附带的,是直接参与摩擦副界面的化学保护膜。 粉末冶金拉拔用的皂化液,配方里脂肪酸皂含量差个2%,拉拔出来的表面光洁度能差一个等级。我特别想说,那些为了省成本往润滑剂里兑水的厂,你们算过模具损耗账吗?一套硬质合金模子多少钱,一桶好点的润滑剂才多少钱?高压馈入式润滑现在普及多了,在模座前加个增压腔,让润滑剂跟着金属一起挤进模孔,比以往表面涂敷的方式好太多,磨损能降三成。 问:模具用到什么程度就必须报废?目视检查靠得住吗? 答:绝对别单靠肉眼。表面微裂纹在疲劳扩展之前,肉眼根本看不见。我一般两招:第一,过班量统计——同批次模具在拉制特定长度后强制换下,哪怕看着好的也换,用显微镜检测定径带磨损量;第二,在线涡流探伤,线材表面出现周期性麻点时,马上追溯模具。有一次涡流报警,拆模发现定径带整体掉块,要再晚半小时,整套辊系都得缠成麻花。热处理:容易被跳过的一步
 热处理:容易被跳过的一步
模具基体热处理不到位,表面涂层再好也白搭。见过不少涂层崩落的模子,剥开看截面,基体硬度梯度差超过HV100,这就是淬火时冷却速度没控好。尤其是大直径冷镦模,心部要留一定的韧度,表面硬壳又得够厚。深冷处理现在很多厂开始搞了,液氮里泡几个小时,让残余奥氏体转成马氏体,尺寸稳定性提高不少。别觉得玄乎,我用过一批深冷后的模具,前期磨合跑合期明显缩短,拉拔力波动小得多。
最后唠叨一句。拉拔这行,看着粗犷,其实精细得要命。模具的事情,从选材到润滑再到报废标准,环环相扣。别等拉拔机轰隆隆响起来才想起来检查模具,停线损失谁背谁心疼。
热处理:容易被跳过的一步
模具基体热处理不到位,表面涂层再好也白搭。见过不少涂层崩落的模子,剥开看截面,基体硬度梯度差超过HV100,这就是淬火时冷却速度没控好。尤其是大直径冷镦模,心部要留一定的韧度,表面硬壳又得够厚。深冷处理现在很多厂开始搞了,液氮里泡几个小时,让残余奥氏体转成马氏体,尺寸稳定性提高不少。别觉得玄乎,我用过一批深冷后的模具,前期磨合跑合期明显缩短,拉拔力波动小得多。
最后唠叨一句。拉拔这行,看着粗犷,其实精细得要命。模具的事情,从选材到润滑再到报废标准,环环相扣。别等拉拔机轰隆隆响起来才想起来检查模具,停线损失谁背谁心疼。