精密钣金加工的数字化突围:从经验到数据驱动
钣金折弯回弹——这个老问题,至今仍让无数工程师头疼。你说材料力学、模具补偿,理论一套套,可到了现场,试模还是得靠老师傅的手感。十次有八次,不是角度不到位,就是尺寸跑了偏。唉!
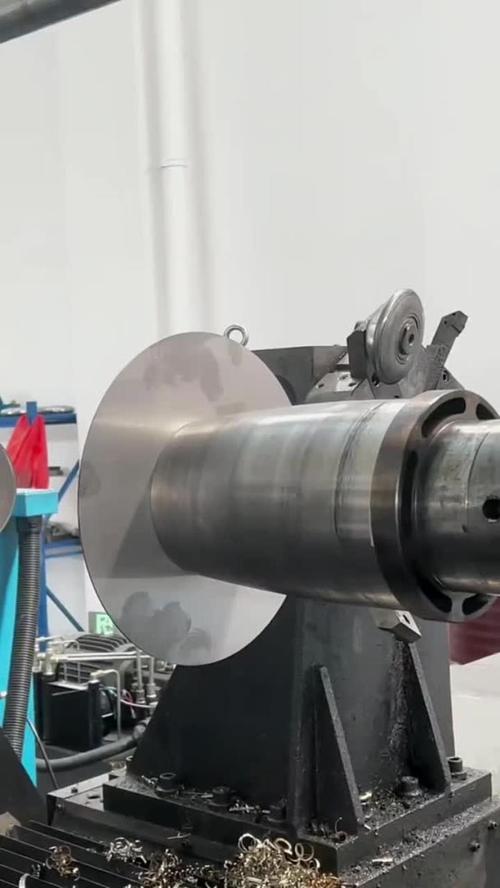
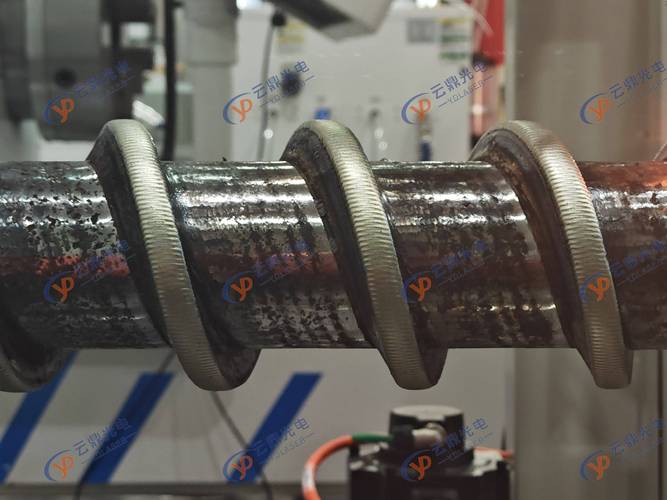
 精密钣金折弯回弹变形实例
精密钣金折弯回弹变形实例
说实话,我入行那会儿,觉得钣金无非就是剪、冲、折、焊,没什么高深。可真正啃过几套精密机柜、搞过几回厚板成型,才明白——这玩意儿,水太深了。尤其是回弹,简直是悬在工艺人员头顶的剑。你明明用软件算得好好的,可材料批次一换,温度一变,甚至同一张板不同位置,回弹量都不一样。有时候就那么零点几毫米,客户就退货,你说冤不冤?
回弹,为什么永远无法消除?
不是不能,是成本划不来。从物理上,板材弯曲时外层受拉、内层受压,卸载后弹性变形恢复,必然产生回弹。高强度钢、铝合金,回弹更凶。你可以用校正弯曲、增加保压时间、或者加热成型,但——对于大批量生产,每一件都这样做,效率呢?利润呢?所以,聪明的做法不是‘消除’,而是‘预测并补偿’。
但传统的补偿方式,太依赖经验了。画图时给模具加个负角,靠的是老师傅的‘感觉’。张三说3度,李四说5度,最后试出来4.2度——下次换批料,又变了。这种不确定性,在工业4.0时代,简直不能忍。
直到几年前,我接触到一家做汽车零部件的小厂,他们用有限元模拟(FEM)结合材料数据库,直接输出补偿后的模具型面。我一开始不信——软件能模拟出实际材料的离散性?结果,三次试模就搞定,而之前他们至少试七次。震惊之余,我赶紧去学了那套系统,从此打开新世界。
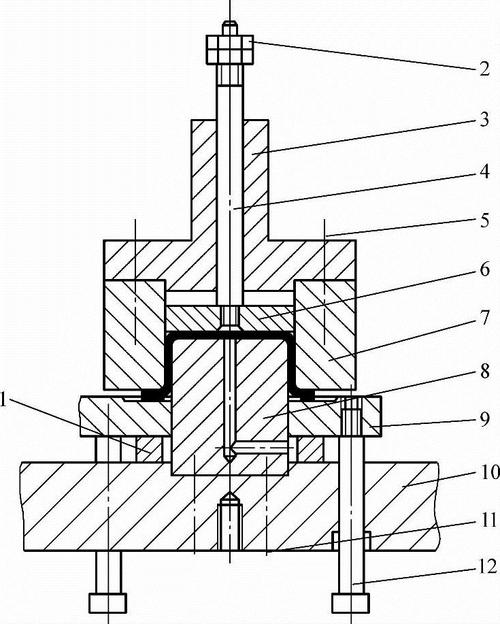
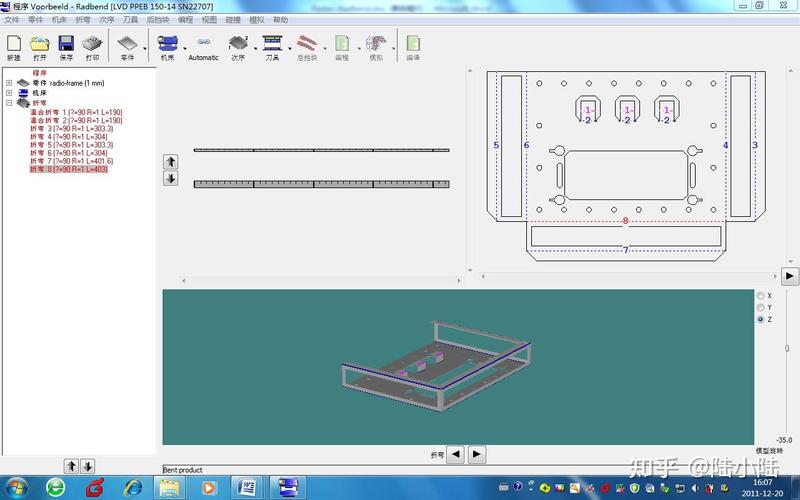 钣金回弹模拟软件界面
钣金回弹模拟软件界面
数字化,不只是买个软件
 数字化,不只是买个软件
数字化,不只是买个软件
很多老板以为,数字化就是买套CAD/CAM,再上几台数控设备。大错特错!真正的数字化钣金,是从设计端就打通了数据流。 比如,为什么回弹模拟准?因为它背后连接了材料供应商的详细参数,每一批板材的屈服强度、硬化指数都实时更新。折弯机读取这些数据,自动调整压弯参数;焊接机器人根据变形预测调整路径;检测端用蓝光扫描,反馈给前端建模……这才叫闭环。
我见过最极致的案例,是一家风电设备厂。他们的钣金件大得离谱,十几米长,厚板折弯。以前全靠人工划线、试折,废品率高达15%。后来上了在线测量+自适应折弯系统,废品率降到2%以下。那套系统的核心,不是机器有多先进,而是它积累了几万次折弯的实测数据,自己学会了补偿规律。有点像——AlphaGo下棋,自己跟自己练。
不过话说回来,数据驱动也不是万能药。你让一个小作坊去买百万级的系统,不现实。但他们可以从一点一滴做起:把每次折弯的关键参数记下来,搞个Excel表,慢慢积累。我认识一位做了三十年的钣金师傅,他有个厚厚的笔记本,全是手写的数据。虽然原始,但那就是他个人的‘大数据’。后来厂里给他配了台电脑,他捣鼓了三个月,竟然用Excel建了个简单的回弹预测模型——准确率不比某些软件差。高手在民间,对吧?
材料选择:鱼和熊掌
钣金材料,最常用是冷轧钢板,便宜、好成形。但遇到精密件,就得考虑不锈钢、铝合金,甚至铜合金。成本蹭蹭涨。我发现很多设计人员有个毛病:不管三七二十一,先标个SUS304,觉得这样最保险。实际上,有些外壳根本不需要那么高耐腐蚀性,用镀锌板或者甚至覆膜板,成本省一半,性能完全够。这就是过度设计,浪费!
还有个坑:材料的各向异性。同一张板,沿着轧制方向和垂直方向,回弹量能差出30%。你如果不在设计时考虑这个,后面调试哭死。很多软件现在支持各向异性材料模型,但前提是你得向供应商要数据。供应商不给?那就换一家。优质供应商甚至会提供真实应力-应变曲线,帮大忙了。
问:设计钣金件时,怎么避免后期出大问题? 答:首要原则——和工艺沟通!别闭门造图。比如,折弯半径不能小于材料厚度的0.5倍,否则易裂。孔边距折弯线太近?至少2倍料厚,不然孔变形。还有,尽量统一折弯方向,减少模具种类。这些在设计阶段花半小时修改,能省下后期无数返工。 问:现在这么流行激光切割,还有必要保留冲床吗? 答:看批量。激光柔性高,小批量、复杂轮廓无敌;但大批量、标准孔,冲床效率吊打激光。还有个冷门点:冲压会形成冷作硬化,对某些件反而是好处。所以不是替代关系,是组合关系。很多智能产线,把冲床和激光放在一起,由系统分配任务,这叫混合加工。聊到这儿,你可能觉得我在鼓吹数字化。没错,我确实推崇数字化,因为它是解决不确定性的终极武器。但我也见过盲目上系统的厂子,花了钱,没人会用,最后设备吃灰。数字化转型,关键是人的思维转变。你得让工艺员习惯看数据而不是凭直觉,让设计师理解制造约束,让老板相信长期投入——这比买设备难十倍。
突然想起一个小故事。有回我去一个厂,看到一台全新的数控折弯机,上面布满了灰。我问操作工怎么不用,他说:“太麻烦了,编程半天不如我手扳几下。”我让他操作给我看。结果,他连G代码都看不懂,培训根本没跟上。那一刻,我觉得设备厂商也有责任——卖机器不是把货卸了就完事,得教到人家会用啊!
钣金行业,正在经历一场静悄悄的革命。 这次不是技术突变,而是数据一点一滴渗透进每个工序。也许再过五年,回弹不再是玄学,折弯补偿全自动,设计直接驱动生产,人工干预降到零。但那时,我可能会怀念那个靠笔记本和手感做精密钣金的年代——毕竟,那里面蕴含着手艺人的温度。
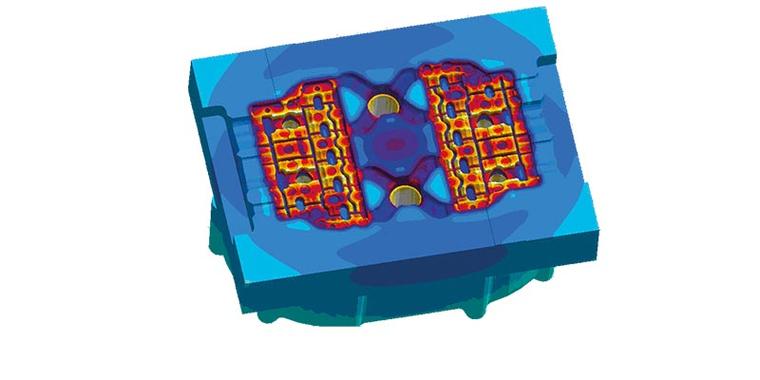
 钣金智能制造车间实景
钣金智能制造车间实景
最后给点实在建议:如果你是中小钣金厂,别纠结回弹理论,去积累数据。先买台能记录参数的折弯机,把每次成功的参数存下来。数据积累多了,你就有自己的专家系统。这条路,走得慢,但走得远。共勉。