粉末冶金的那些坑,我踩过才敢说
上周去一家供应商那里看样品,差点没把我气死。
一个简单的齿轮零件,用传统机加工做,交货周期要8周——材料利用率不到40%,车间里满地都是铁屑,像踩在瓜子壳上。旁边的粉末冶金生产线,一个人看三台压机,出来的零件几乎不用后处理。说实话,那一刻我真是又懊恼又庆幸,懊恼的是自己前几年怎么死抱着切削不放,庆幸的是终于把粉末冶金这条路走通了。
不过话说回来,粉末冶金这东西,水也深。
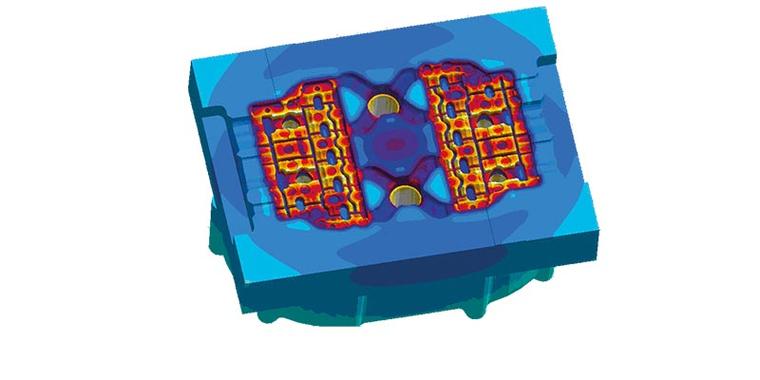
 粉末冶金压制成形模具结构剖面图
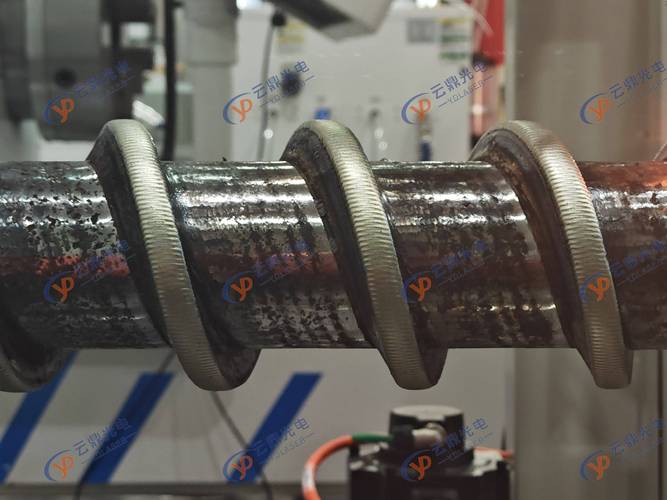
粉末冶金烧结炉内部气氛流动示意图
话说回来,现在新能源车上的粉末冶金零件越来越多。电驱系统里的那个行星齿轮架,用粉末锻造做出来,疲劳强度一点不比锻钢差,重量还轻了12%。特斯拉的电机里,据我所知也有好几款粉末冶金软磁复合材料(SMC)做的铁芯。
但有意思的是,很多主机厂的设计师根本不知道粉末冶金能做什么。他们画图的时候还是按机加工的思路,结果标出一堆不必要的公差,或者设计出根本脱不了模的倒扣结构。
所以我现在跟团队讲得最多的不是技术,而是——早期介入。在客户还在画草图的时候,我们就扑上去,告诉他哪里可以合并零件,哪里可以减重,哪里用粉末冶金一次成形。这才是粉末冶金最大的价值,不是省材料费,而是省了整个供应链的复杂度。
最后说个趋势。这两年粉末冶金在医疗和3C领域的增速明显快过传统汽车。比如折叠屏手机的那个精密铰链,很多型号直接用MIM做出来,组装工序减少60%。这个市场一旦爆发,对粉末粒度和粘结剂体系的要求会非常变态,国内能稳定供货的没几家。
如果你也在琢磨粉末冶金,记住一句话:工艺窗口是试出来的,不是算出来的。别光看文献数据,找家靠谱的厂先打几百件样品,把模具修改费花在前期,比事后报废强得多。
就这样吧。
粉末冶金压制成形模具结构剖面图
粉末冶金烧结炉内部气氛流动示意图
话说回来,现在新能源车上的粉末冶金零件越来越多。电驱系统里的那个行星齿轮架,用粉末锻造做出来,疲劳强度一点不比锻钢差,重量还轻了12%。特斯拉的电机里,据我所知也有好几款粉末冶金软磁复合材料(SMC)做的铁芯。
但有意思的是,很多主机厂的设计师根本不知道粉末冶金能做什么。他们画图的时候还是按机加工的思路,结果标出一堆不必要的公差,或者设计出根本脱不了模的倒扣结构。
所以我现在跟团队讲得最多的不是技术,而是——早期介入。在客户还在画草图的时候,我们就扑上去,告诉他哪里可以合并零件,哪里可以减重,哪里用粉末冶金一次成形。这才是粉末冶金最大的价值,不是省材料费,而是省了整个供应链的复杂度。
最后说个趋势。这两年粉末冶金在医疗和3C领域的增速明显快过传统汽车。比如折叠屏手机的那个精密铰链,很多型号直接用MIM做出来,组装工序减少60%。这个市场一旦爆发,对粉末粒度和粘结剂体系的要求会非常变态,国内能稳定供货的没几家。
如果你也在琢磨粉末冶金,记住一句话:工艺窗口是试出来的,不是算出来的。别光看文献数据,找家靠谱的厂先打几百件样品,把模具修改费花在前期,比事后报废强得多。
就这样吧。
工艺选对了,成本直接砍半?没那么简单
很多人一上来就跟我谈粉末冶金的近净成形优势,但你要是以为省了机加工就能万事大吉,那大概率会翻车。去年我们一款电动工具的棘轮,想从MIM(金属注射成形)转成传统压制成形,结果密度上不去,扭矩测试直接崩了。后来老老实实回到MIM,虽然模具贵了点,但综合算下来单件成本反而降了15%——因为免去了渗铜处理。 所以你看,粉末冶金不是一个工艺,而是一整个家族。你得根据零件形状、性能要求、批量大小来选。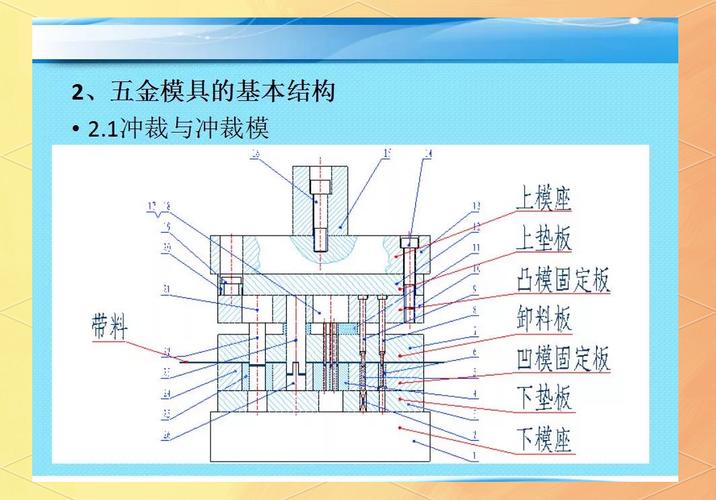 粉末冶金压制成形模具结构剖面图
粉末冶金压制成形模具结构剖面图
MIM和压制成形,到底怎么选?
最近好几个做医疗器械的朋友都来问这个问题,我直接在这里掰扯清楚。 压制成形适合形状相对简单、厚度均匀的零件,比如齿轮、轴承、凸轮。它的特点是效率高,一台压机每分钟能打出几十件,但复杂内腔或倒扣搞不定。 MIM呢?几乎能做出任意形状,像手表表扣、手术钳那些小东西,强度也能做到锻造级别的95%以上。但问题在于脱脂烧结变形很难控,稍微大一点的零件就容易塌。 所以我的建议很简单:如果你的零件能用压制成形,就别碰MIM;如果压制成形做不了,MIM就是救星。但不管选哪个,都得在模具设计阶段就请粉末冶金工程师介入,否则分分钟教你怎么做人。 问:为什么有些粉末冶金零件还要浸油? 答:这是为了自润滑。你看到的很多含油轴承,比如风扇马达里的,就是用粉末冶金做的,孔隙里吸满了润滑油,运行的时候热量让油渗出,停转后毛细作用又吸回去。比用滚珠轴承安静多了,成本也低。但前提是材料孔隙率要控制好,通常在15%-25%之间。太低吸不住油,太高强度又不行。烧结气氛:看不见的杀手
有一次我在调试现场,连续三批次零件硬度不合格,所有人都盯着成形压力和烧结温度,折腾两天没头绪。后来我硬着头皮把炉子切开——发现马弗罐漏气,保护气氛的露点超标了。 粉末冶金烧结最怕的就是氧化和脱碳。尤其是铁基零件,用氨分解气的时候,如果残留水分没控好,表面脱碳能坑死你。现在很多厂开始用氮氢混合气氛,点数稳定,但投资不低。 问:粉末冶金件能不能做热处理? 答:当然能。但和致密钢不同,因为存在孔隙,淬火介质容易残留,导致生锈。所以一般建议做真空油淬或者气淬,然后立刻回火。另外,如果你有耐磨要求,可以考虑烧结硬化——就是在冷却带快速冷却,让零件直接获得马氏体组织,省去一道淬火工序。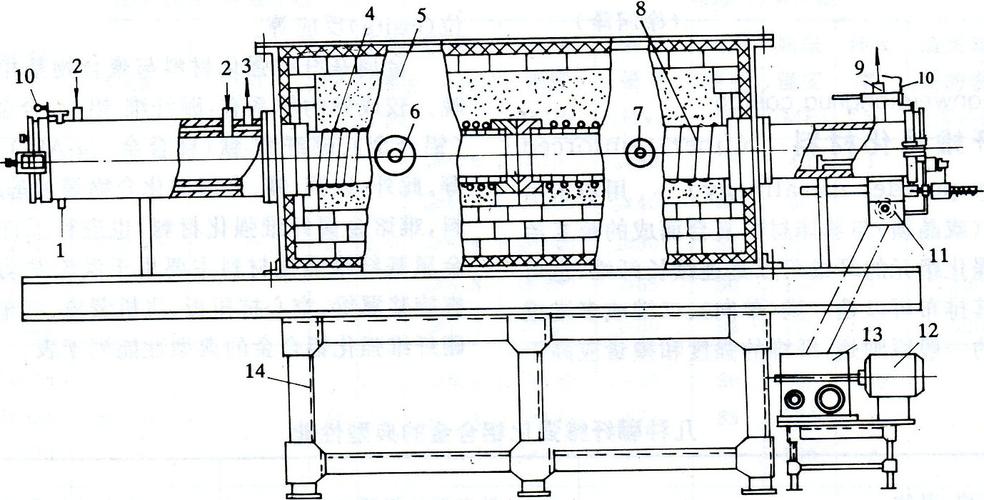 粉末冶金烧结炉内部气氛流动示意图
话说回来,现在新能源车上的粉末冶金零件越来越多。电驱系统里的那个行星齿轮架,用粉末锻造做出来,疲劳强度一点不比锻钢差,重量还轻了12%。特斯拉的电机里,据我所知也有好几款粉末冶金软磁复合材料(SMC)做的铁芯。
但有意思的是,很多主机厂的设计师根本不知道粉末冶金能做什么。他们画图的时候还是按机加工的思路,结果标出一堆不必要的公差,或者设计出根本脱不了模的倒扣结构。
所以我现在跟团队讲得最多的不是技术,而是——早期介入。在客户还在画草图的时候,我们就扑上去,告诉他哪里可以合并零件,哪里可以减重,哪里用粉末冶金一次成形。这才是粉末冶金最大的价值,不是省材料费,而是省了整个供应链的复杂度。
最后说个趋势。这两年粉末冶金在医疗和3C领域的增速明显快过传统汽车。比如折叠屏手机的那个精密铰链,很多型号直接用MIM做出来,组装工序减少60%。这个市场一旦爆发,对粉末粒度和粘结剂体系的要求会非常变态,国内能稳定供货的没几家。
如果你也在琢磨粉末冶金,记住一句话:工艺窗口是试出来的,不是算出来的。别光看文献数据,找家靠谱的厂先打几百件样品,把模具修改费花在前期,比事后报废强得多。
就这样吧。
粉末冶金烧结炉内部气氛流动示意图
话说回来,现在新能源车上的粉末冶金零件越来越多。电驱系统里的那个行星齿轮架,用粉末锻造做出来,疲劳强度一点不比锻钢差,重量还轻了12%。特斯拉的电机里,据我所知也有好几款粉末冶金软磁复合材料(SMC)做的铁芯。
但有意思的是,很多主机厂的设计师根本不知道粉末冶金能做什么。他们画图的时候还是按机加工的思路,结果标出一堆不必要的公差,或者设计出根本脱不了模的倒扣结构。
所以我现在跟团队讲得最多的不是技术,而是——早期介入。在客户还在画草图的时候,我们就扑上去,告诉他哪里可以合并零件,哪里可以减重,哪里用粉末冶金一次成形。这才是粉末冶金最大的价值,不是省材料费,而是省了整个供应链的复杂度。
最后说个趋势。这两年粉末冶金在医疗和3C领域的增速明显快过传统汽车。比如折叠屏手机的那个精密铰链,很多型号直接用MIM做出来,组装工序减少60%。这个市场一旦爆发,对粉末粒度和粘结剂体系的要求会非常变态,国内能稳定供货的没几家。
如果你也在琢磨粉末冶金,记住一句话:工艺窗口是试出来的,不是算出来的。别光看文献数据,找家靠谱的厂先打几百件样品,把模具修改费花在前期,比事后报废强得多。
就这样吧。