搞压铸二十年,这些坑我替你踩过了——压铸缺陷与对策
压铸这行,水挺深。
我入行那年,师傅叼着烟,斜我一眼:“小子,别以为摁个按钮就行,飞料你见过没?” 当时不服气,后来……后来模具炸了,我脸黑了一个礼拜。说实话,压铸不是简单把铝水呲进模子。那里面有无数变量,每个变量都能让你半夜惊醒。
就说缩孔吧。去年有个项目,薄壁件,每次X光检都出内部缩松。调了三个月参数,快崩溃了。最后发现——居然是个冷却水管堵了三分之一。谁想得到?
模具温度:看不见的手
很多人盯着压射速度、增压压力,却忽略模温。模温不均,啥都白搭。特别是做结构件,厚薄差大的地方,局部模温差个20度,凝固顺序就乱。乱的结果:裂纹、变形、缩孔齐活。
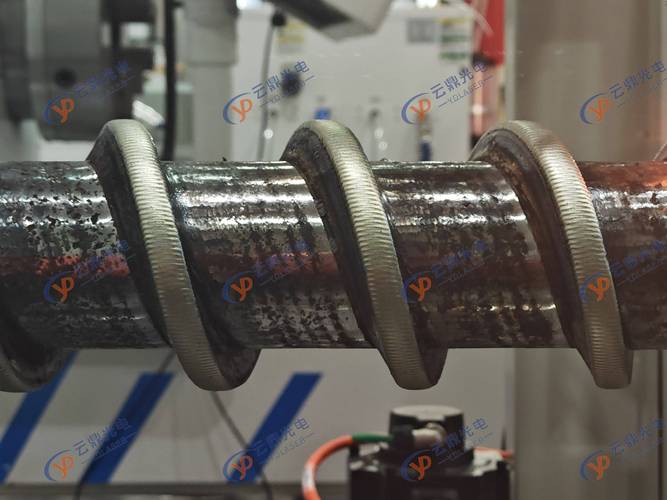
我常用热成像扫模具,画出来跟鬼画符似的——高温区聚在浇口附近,低温区在远端,中间过渡区总出问题。怎么办?点冷、模温机,该上就上。别省那点钱。省了,废品率教你做人。
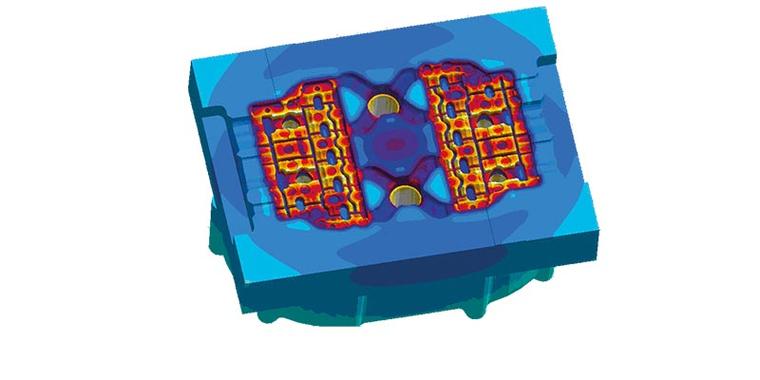 压铸模具热成像温度分布图
压铸模具热成像温度分布图
问:模温机设定多少合适?
答:看合金。铝一般220-260℃,镁要低些,锌更低。但这不是死的,得结合产品壁厚、浇口速度。⚠️ 实测:某电动车壳体,模温提到250℃,冷隔率从8%降到0.5%。模温高流动好,但太高了粘模、缩孔风险大。你得找一个平衡点。
真空压铸:是不是噱头?
十年前都说真空好,除气孔。现在呢?很多厂上了真空设备,但用得稀烂。阀门开合时机不对,抽气管道堵了都没发现。真空度达不到要求,还不如不抽。因为抽一半,型腔里的气体反而被搅和,卷入更深。
真要搞真空,得用实时监测。型腔压力传感器?必备。我们吃过亏,改了一套系统,真空度能稳定在50mbar以下,铸件致密度明显提升。不过——别迷信真空,它救不了糟糕的浇注系统。熔液前沿速度失控,真空也白搭。
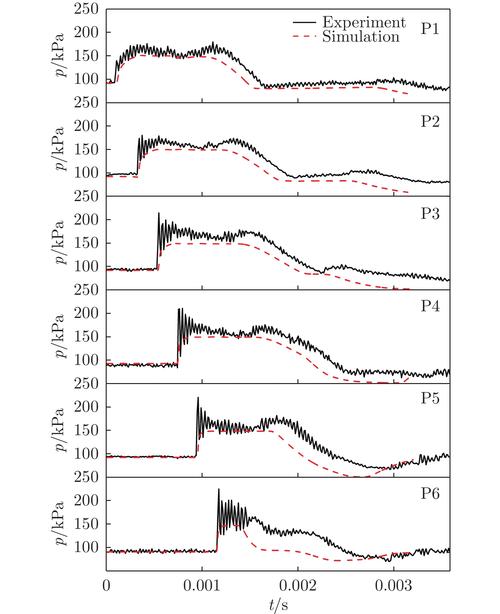 真空压铸型腔压力曲线对比图
真空压铸型腔压力曲线对比图
问:真空压铸能解决所有气孔问题吗?
答:不能。气孔来源多样——卷气、析氢、润滑剂挥发……真空主要对付卷气。如果你是壁厚突变引起的缩孔,真空没辙。还是得从补缩和模温下手。✅ 建议先做模拟,别一上来就改设备。
模具设计里那些“反人性”细节
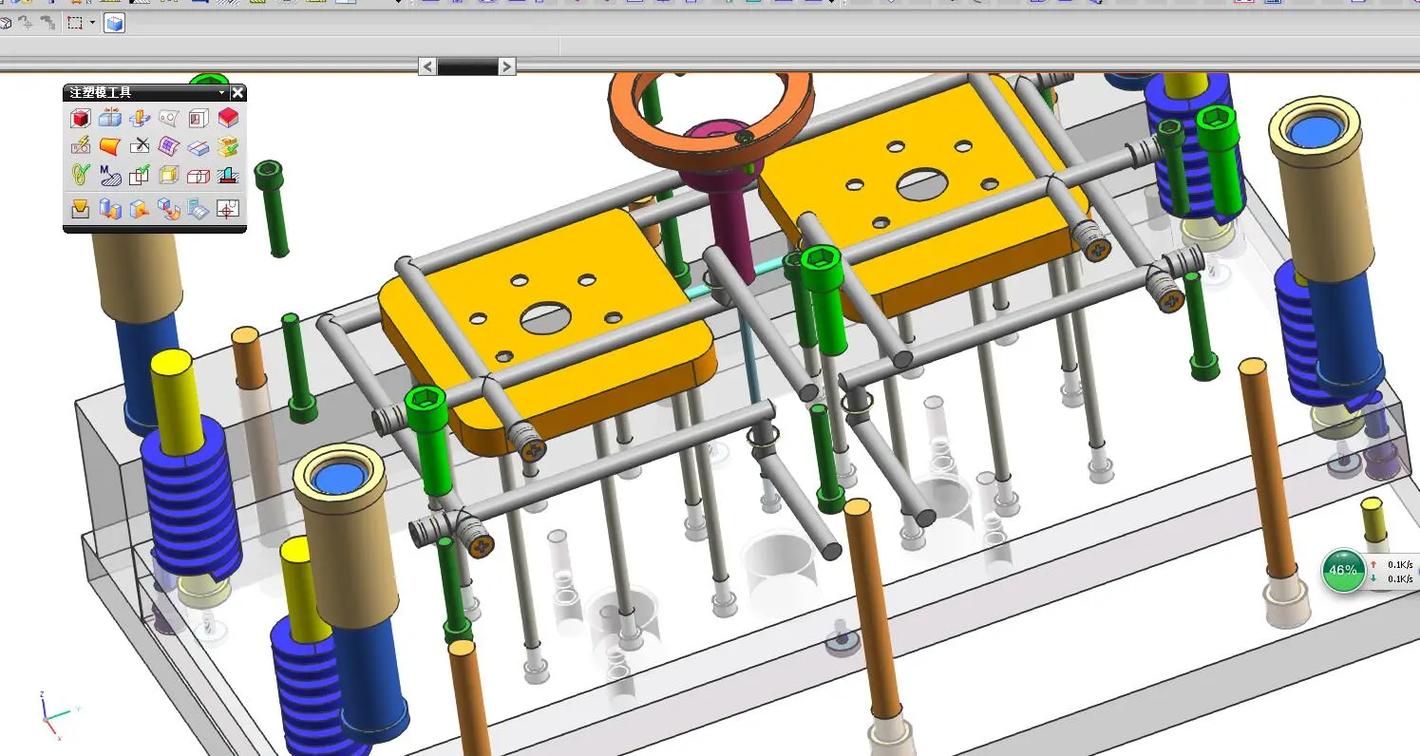 模具设计里那些“反人性”细节
模具设计里那些“反人性”细节
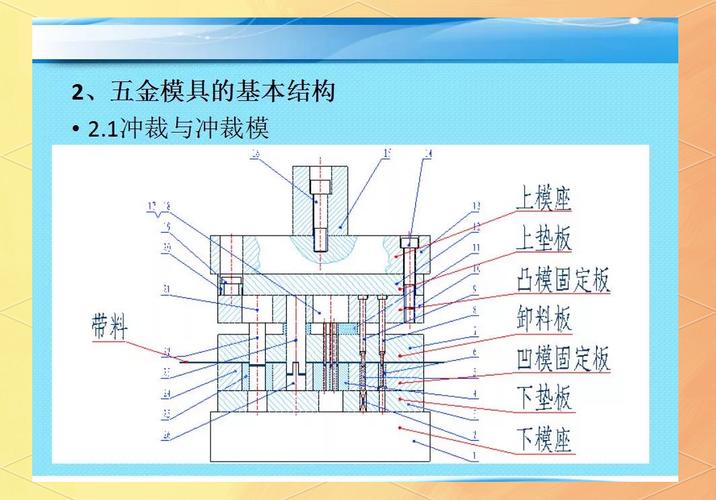
设计模具的,自己得去试模。坐在办公室画图,不懂现场,害死人。我见过浇口套故意设计成可更换的,但锁紧螺丝放在操作侧反面,换一次拆半套模。设计者大概觉得这样好看。
分流锥形状也很关键。很多人抄标准件,不考虑产品。薄壁深腔件,分流锥角度太陡,充填末端速度掉得快,容易冷隔。改缓一点?又怕强度不够。我们后来做了变角度设计,上半段陡,下半段缓,效果不错。这种小改动,模拟软件未必能告诉你,全靠试错。
还有排气槽:深度0.08还是0.12?理论上铝液溢流值,但实际中模具积碳、磨损,深度很快就变。所以得定期测,别偷懒。💡 用塞尺量排气槽根部深度,不是表面,很多厂就量个表面,装样子。
碎碎念这么多,其实就想说——压铸是个系统工程,一个环节掉链子,全盘皆输。别光信理论,多去车间闻闻脱模剂的味道,听听压射时的声响。那里面,藏着你所有问题的答案。