冲压模具老是出问题?这些实战经验可能救你的命
冲压这活儿,干过的都懂——模具一天出三次毛病,简直能让人头秃。上周去一个五金件厂,老板拉着我诉苦:新开的一套连续模,刚上机就啃了料带,冲头崩掉一块,修完没两天,成型工位又出了拉裂。他说的时候眼睛都是红的。
我蹲下来看那条料带,说实话,问题就明摆着:导向柱间隙偏大、冲裁间隙也偏小,拉深那块压边力调得跟开玩笑似的。可操作工说“一直这么干的”,模具设计呢,抱着仿真报告觉得没问题。这就是现实鸿沟。
冲压模不是铁疙瘩堆一起就能干活的东西。 它是一套有脾气、有寿命的精密系统。厂子里最怕什么呢?怕你以为它简单,结果它用成吨的废品教你做人。
 拉裂与起皱:两个老冤家
拉深模最头疼的就是这两样。明明料子没换,参数没动,忽然就裂了。或者突然皱得像老太太的脸——气不气?
拉裂这事儿,多半是拉应力超过了材料强度。别光盯着压边力傻大黑粗地往上加。有时候反而是因为润滑不足、或凹模圆角太小,材料流不动才裂的。试着把圆角改大一毫米,也许就通了。 我见过一个厂,换了三任模修组长都搞不定的开裂,最后是一个实习生发现凹模圆角有个肉眼看不见的微小台阶——抛光后立马好了。
起皱就反着来,压不住料。加大压边力呗,但一加大又裂,死循环。这时候得想想拉深筋。拉深筋的位置、高度、形状,调整一下往往有四两拨千斤的效果。❗不过设计阶段就把CAE分析做扎实,能省后面多少心。
问:拉深件突然批量起皱,检查了压边力、材料都没变,还能看什么?
答:模具温度。连续高速冲压,模具会发热,压边圈和凹模间隙会因热膨胀变化,之前合适的压边力可能就不够了。用测温枪打一下,超过50度就建议加冷却或降速。另外检查压力机气垫压力是否波动,车间气压不稳也常见。
问:冲头断在凹模里怎么办?取出来还怕伤了刃口。
答:先冷静。别拿锤子硬敲。用铜棒从中部慢慢敲出,如果卡的紧,上放电加工来个局部电蚀。关键还是预防:冲头材料推荐用粉末高速钢比如ASP-23,热处理硬度HRC 62-64,冲裁间隙保持双边料厚的10%-12%(看材料),还有冲头导向要准,用滚珠导柱导套,间隙别超过0.005mm。
冲压件回弹角实测对比 回弹补偿调节机构
另外,后期冲压工艺上也能救场。比如弯曲后加一道精整,或者局部加热。别一根筋。
冲压模具无线传感器安装 冲压力监控曲线
这玩意儿现在成本降下来了,几千块买套传感器加采集卡,自己搭个简单Python看板。对于关键模具,绝对值。
当然了,传感器救不了基础维护差。下死点清洁做不好,铁屑嵌进导柱,啥传感器都没用。每周必须拆开清拉延模的排气孔、废料滑道,这些琐碎活儿才是保命符。
问:模具冷却水路堵塞,怎么快速判断?
答:简单粗暴:用流量计测进出口流量差。没流量计就摸温差,进水冷、出水热才是对的,若出水也冷,堵了。拆开清洗可能发现水垢严重,建议定期用弱酸溶液循环清洗,再上防锈剂。水源尽量用软水,加个过滤器不贵。
最后再啰嗦一句:冲压模这行,经验很重要,但别被经验困住。每次问题都是独一无二的,踏踏实实从材料、模具、设备、润滑、操作五个维度排查,比瞎猜强。🛠️
拉裂与起皱:两个老冤家
拉深模最头疼的就是这两样。明明料子没换,参数没动,忽然就裂了。或者突然皱得像老太太的脸——气不气?
拉裂这事儿,多半是拉应力超过了材料强度。别光盯着压边力傻大黑粗地往上加。有时候反而是因为润滑不足、或凹模圆角太小,材料流不动才裂的。试着把圆角改大一毫米,也许就通了。 我见过一个厂,换了三任模修组长都搞不定的开裂,最后是一个实习生发现凹模圆角有个肉眼看不见的微小台阶——抛光后立马好了。
起皱就反着来,压不住料。加大压边力呗,但一加大又裂,死循环。这时候得想想拉深筋。拉深筋的位置、高度、形状,调整一下往往有四两拨千斤的效果。❗不过设计阶段就把CAE分析做扎实,能省后面多少心。
问:拉深件突然批量起皱,检查了压边力、材料都没变,还能看什么?
答:模具温度。连续高速冲压,模具会发热,压边圈和凹模间隙会因热膨胀变化,之前合适的压边力可能就不够了。用测温枪打一下,超过50度就建议加冷却或降速。另外检查压力机气垫压力是否波动,车间气压不稳也常见。
问:冲头断在凹模里怎么办?取出来还怕伤了刃口。
答:先冷静。别拿锤子硬敲。用铜棒从中部慢慢敲出,如果卡的紧,上放电加工来个局部电蚀。关键还是预防:冲头材料推荐用粉末高速钢比如ASP-23,热处理硬度HRC 62-64,冲裁间隙保持双边料厚的10%-12%(看材料),还有冲头导向要准,用滚珠导柱导套,间隙别超过0.005mm。
冲压件回弹角实测对比 回弹补偿调节机构
另外,后期冲压工艺上也能救场。比如弯曲后加一道精整,或者局部加热。别一根筋。
冲压模具无线传感器安装 冲压力监控曲线
这玩意儿现在成本降下来了,几千块买套传感器加采集卡,自己搭个简单Python看板。对于关键模具,绝对值。
当然了,传感器救不了基础维护差。下死点清洁做不好,铁屑嵌进导柱,啥传感器都没用。每周必须拆开清拉延模的排气孔、废料滑道,这些琐碎活儿才是保命符。
问:模具冷却水路堵塞,怎么快速判断?
答:简单粗暴:用流量计测进出口流量差。没流量计就摸温差,进水冷、出水热才是对的,若出水也冷,堵了。拆开清洗可能发现水垢严重,建议定期用弱酸溶液循环清洗,再上防锈剂。水源尽量用软水,加个过滤器不贵。
最后再啰嗦一句:冲压模这行,经验很重要,但别被经验困住。每次问题都是独一无二的,踏踏实实从材料、模具、设备、润滑、操作五个维度排查,比瞎猜强。🛠️
拉裂与起皱:两个老冤家
 拉裂与起皱:两个老冤家
拉深模最头疼的就是这两样。明明料子没换,参数没动,忽然就裂了。或者突然皱得像老太太的脸——气不气?
拉裂这事儿,多半是拉应力超过了材料强度。别光盯着压边力傻大黑粗地往上加。有时候反而是因为润滑不足、或凹模圆角太小,材料流不动才裂的。试着把圆角改大一毫米,也许就通了。 我见过一个厂,换了三任模修组长都搞不定的开裂,最后是一个实习生发现凹模圆角有个肉眼看不见的微小台阶——抛光后立马好了。
起皱就反着来,压不住料。加大压边力呗,但一加大又裂,死循环。这时候得想想拉深筋。拉深筋的位置、高度、形状,调整一下往往有四两拨千斤的效果。❗不过设计阶段就把CAE分析做扎实,能省后面多少心。
问:拉深件突然批量起皱,检查了压边力、材料都没变,还能看什么?
答:模具温度。连续高速冲压,模具会发热,压边圈和凹模间隙会因热膨胀变化,之前合适的压边力可能就不够了。用测温枪打一下,超过50度就建议加冷却或降速。另外检查压力机气垫压力是否波动,车间气压不稳也常见。
问:冲头断在凹模里怎么办?取出来还怕伤了刃口。
答:先冷静。别拿锤子硬敲。用铜棒从中部慢慢敲出,如果卡的紧,上放电加工来个局部电蚀。关键还是预防:冲头材料推荐用粉末高速钢比如ASP-23,热处理硬度HRC 62-64,冲裁间隙保持双边料厚的10%-12%(看材料),还有冲头导向要准,用滚珠导柱导套,间隙别超过0.005mm。
拉裂与起皱:两个老冤家
拉深模最头疼的就是这两样。明明料子没换,参数没动,忽然就裂了。或者突然皱得像老太太的脸——气不气?
拉裂这事儿,多半是拉应力超过了材料强度。别光盯着压边力傻大黑粗地往上加。有时候反而是因为润滑不足、或凹模圆角太小,材料流不动才裂的。试着把圆角改大一毫米,也许就通了。 我见过一个厂,换了三任模修组长都搞不定的开裂,最后是一个实习生发现凹模圆角有个肉眼看不见的微小台阶——抛光后立马好了。
起皱就反着来,压不住料。加大压边力呗,但一加大又裂,死循环。这时候得想想拉深筋。拉深筋的位置、高度、形状,调整一下往往有四两拨千斤的效果。❗不过设计阶段就把CAE分析做扎实,能省后面多少心。
问:拉深件突然批量起皱,检查了压边力、材料都没变,还能看什么?
答:模具温度。连续高速冲压,模具会发热,压边圈和凹模间隙会因热膨胀变化,之前合适的压边力可能就不够了。用测温枪打一下,超过50度就建议加冷却或降速。另外检查压力机气垫压力是否波动,车间气压不稳也常见。
问:冲头断在凹模里怎么办?取出来还怕伤了刃口。
答:先冷静。别拿锤子硬敲。用铜棒从中部慢慢敲出,如果卡的紧,上放电加工来个局部电蚀。关键还是预防:冲头材料推荐用粉末高速钢比如ASP-23,热处理硬度HRC 62-64,冲裁间隙保持双边料厚的10%-12%(看材料),还有冲头导向要准,用滚珠导柱导套,间隙别超过0.005mm。
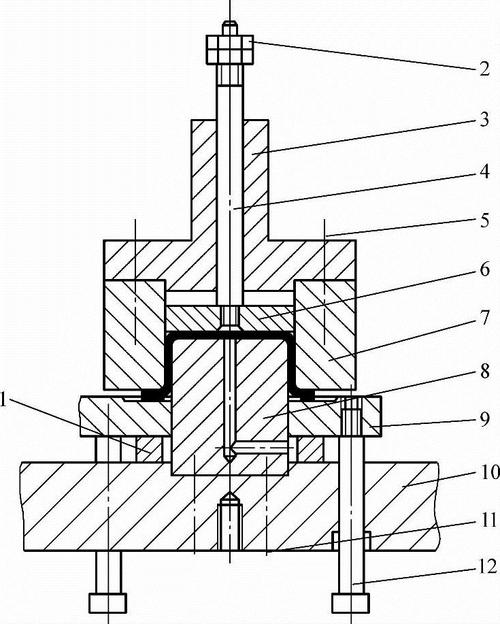
回弹——你永远猜不透它弹多少
高强钢越来越多,回弹就成了日常噩梦。SPCC换成了DP590,原来好好的模具,弯出来的角度差了几度。仿真算的回弹量,到了试模总对不上。为什么?因为材料性能波动、摩擦系数变化、甚至设备刚性的影响,都被简化掉了。 做回弹补偿,记得留后手。 在设计阶段多留几个整改方案:做活动镶块、或者预留变形空间。别傻到把型面一次定死。我有时会故意把模具其中一段做成可调式,万一回弹超预期,稍微动一下螺丝就能校正。虽然模具成本高一点,但总比报废模座划算。 冲压件回弹角实测对比 回弹补偿调节机构
另外,后期冲压工艺上也能救场。比如弯曲后加一道精整,或者局部加热。别一根筋。
冲压件回弹角实测对比 回弹补偿调节机构
另外,后期冲压工艺上也能救场。比如弯曲后加一道精整,或者局部加热。别一根筋。
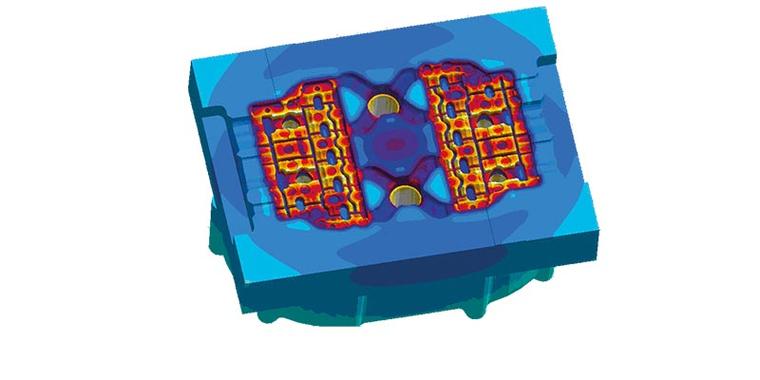
模具状态监测——现在都玩数据了
现在厉害的厂子,早不是靠听声音、看毛刺来猜模具状况了。他们在模具上贴振动传感器、行程计数器,甚至测冲压力的应变片,数据实时传到系统里。设定阈值,一有异常就报警。 说实话,一开始我觉得这是大厂炫技。直到有一次,我帮一个中型厂装了简易的冲压力监控,不到两周就抓到一次冲头微崩。因为冲裁力曲线突然冒出个小尖峰。及时停机,只换了冲头,否则后面凹模啃了,损失就大了。💡 冲压模具无线传感器安装 冲压力监控曲线
这玩意儿现在成本降下来了,几千块买套传感器加采集卡,自己搭个简单Python看板。对于关键模具,绝对值。
当然了,传感器救不了基础维护差。下死点清洁做不好,铁屑嵌进导柱,啥传感器都没用。每周必须拆开清拉延模的排气孔、废料滑道,这些琐碎活儿才是保命符。
问:模具冷却水路堵塞,怎么快速判断?
答:简单粗暴:用流量计测进出口流量差。没流量计就摸温差,进水冷、出水热才是对的,若出水也冷,堵了。拆开清洗可能发现水垢严重,建议定期用弱酸溶液循环清洗,再上防锈剂。水源尽量用软水,加个过滤器不贵。
最后再啰嗦一句:冲压模这行,经验很重要,但别被经验困住。每次问题都是独一无二的,踏踏实实从材料、模具、设备、润滑、操作五个维度排查,比瞎猜强。🛠️
冲压模具无线传感器安装 冲压力监控曲线
这玩意儿现在成本降下来了,几千块买套传感器加采集卡,自己搭个简单Python看板。对于关键模具,绝对值。
当然了,传感器救不了基础维护差。下死点清洁做不好,铁屑嵌进导柱,啥传感器都没用。每周必须拆开清拉延模的排气孔、废料滑道,这些琐碎活儿才是保命符。
问:模具冷却水路堵塞,怎么快速判断?
答:简单粗暴:用流量计测进出口流量差。没流量计就摸温差,进水冷、出水热才是对的,若出水也冷,堵了。拆开清洗可能发现水垢严重,建议定期用弱酸溶液循环清洗,再上防锈剂。水源尽量用软水,加个过滤器不贵。
最后再啰嗦一句:冲压模这行,经验很重要,但别被经验困住。每次问题都是独一无二的,踏踏实实从材料、模具、设备、润滑、操作五个维度排查,比瞎猜强。🛠️