挤出,岂止是挤牙膏那么简单——一个老工业人的碎碎念
挤出这活儿,干了二十年,有时候盯着机头涌出的熔体,还是会觉得,这他妈就是魔法。你看,一堆干巴巴的颗粒,熔点、粘度、降解温度,参数列出来能写满一张A4纸,可最后呢?变成一根管子,一片薄膜,或者——车窗上的密封条,心脏导管的外鞘。谁能想到呢。
不过话说回来,魔法归魔法,真要让它听话,没点血泪史是不可能的。新手最爱犯的错,就是把挤出机当电饭煲,觉得按键一按就万事大吉。对不对?我当年也这么天真。
挤出机:那个让你又爱又恨的铁疙瘩
先说说这台机器本身。单螺杆挤出机,便宜,耐用,江湖地位无可撼动。但你要是拿它吃高填充的料,螺杆磨损快得让你怀疑人生。我见过最夸张的,三个月,螺纹都快秃了,挤出量掉得跟瀑布似的。
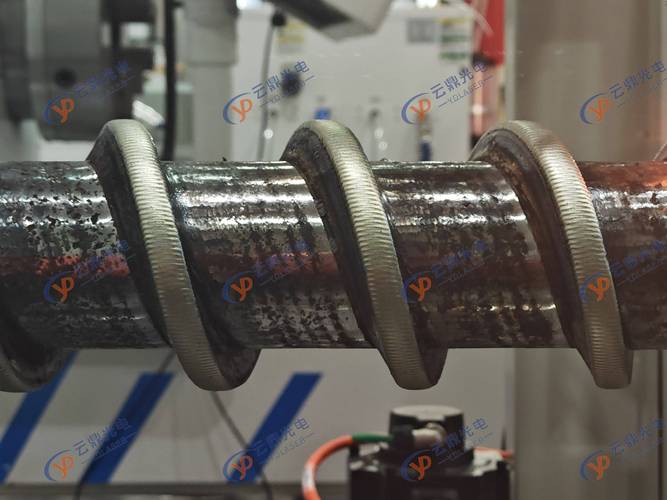 单螺杆挤出机螺杆严重磨损对比
单螺杆挤出机螺杆严重磨损对比
双螺杆挤出机呢,混合是好,分散是好,可价格翻倍不止。而且,啮合块、螺纹元件,拆一次累断腰。说实话,每次停机清理换料,车间里骂娘声一片。但有些料,比如PVC干混料,离了双螺杆还真不行——容易分解,黑点黄线,整批报废。所以选机器,往往就是权衡,屈服,然后接受它的脾气。❗
参数控制呢?温度、转速、喂料量,看似简单,实则环环相扣。某个加热区设高5度,熔体压力可能就超标,然后安全阀喷料,那场面,哎,不提了。💡有个小窍门:用熔体泵配合挤出机,稳定压力效果一流,尤其对薄膜、片材类产品,厚薄均匀度能上一个台阶。不过成本又上去了。人生啊。
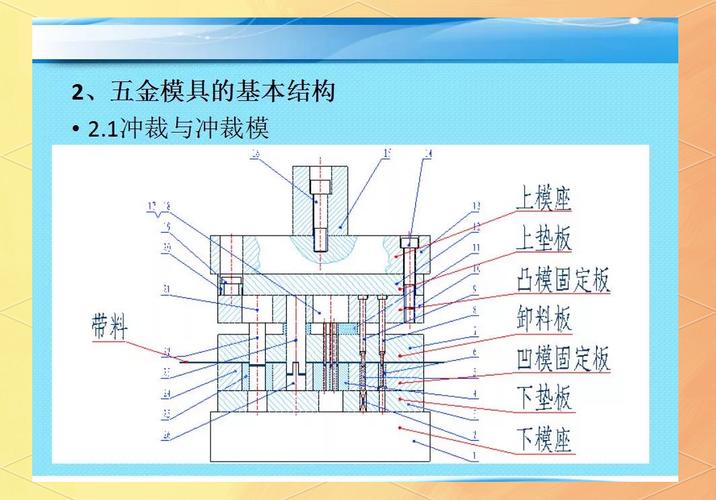
模具:差之毫厘,就得半夜返工
模具设计是另一场噩梦。挤出模具,流道设计不合理,出来的产品不是翘曲就是尺寸跑偏。尤其是异型材,口模画图美如画,一上机就变形。我这辈子修模修出的怨念,大概能养活一间模具厂。
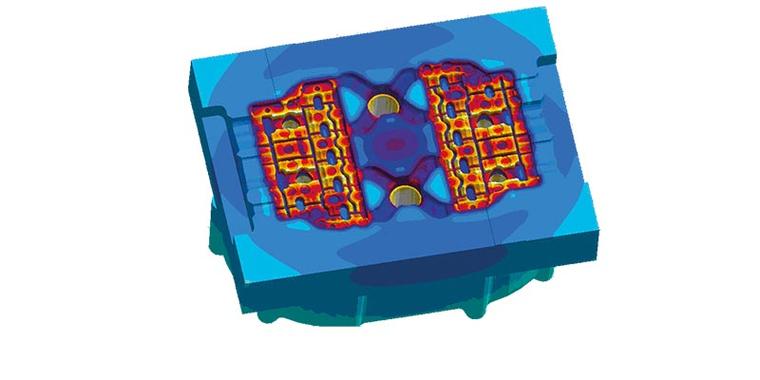
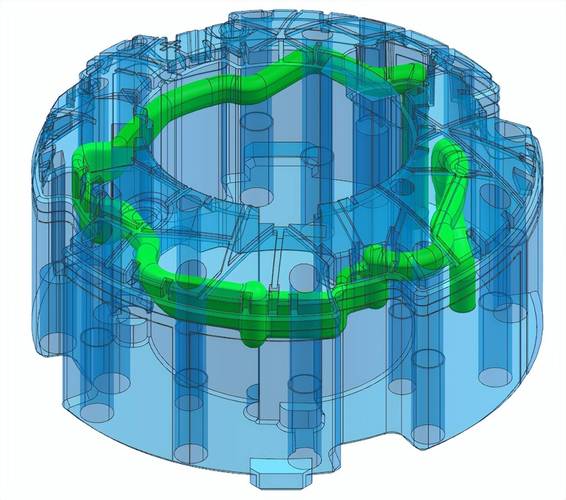 塑料异型材挤出模具流道设计三维图
塑料异型材挤出模具流道设计三维图
然后——模头积料,俗称“眼屎”,每隔一阵就得清。不清,制品表面拖痕,客户拒收。清嘛,又得降温拆模。我经常想,搞挤出的人,耐心都是这么磨出来的。
有些玩法,叫共挤出和反应挤出
 有些玩法,叫共挤出和反应挤出
有些玩法,叫共挤出和反应挤出
后来接触到共挤出,才觉得挤出这行当,还有新大陆。两层、三层,甚至更多层一次成型,外层新料,里层回料,降成本又不丢外观。或者硬芯软皮,手感功能兼备。听着很爽?调试的时候,层间结合力不足、剥落,哭都来不及。
而反应挤出,简直是把挤出机当化学反应器。聚合、接枝、动态硫化,在狭窄的机筒里瞬间完成。这玩意儿风险巨大,控制稍有差池,螺杆抱死,整条线趴窝。但一旦跑顺,利润也迷人。我记得有一次做尼龙增韧,配方试了十几轮,最后成功的那一刻,大家差点开香槟。✅
问:都在说挤出工艺,到底什么原料最难搞? 答:我个人首推聚碳酸酯(PC),吸水,一点点水分就导致银纹、气泡,干燥不彻底等于自杀。还有PVC,分分钟给你颜色看——不是黄了就是糊了。但话说回来,难搞的原料往往附加值高,撑死胆大的,饿死胆小的。
问:小厂上挤出线,最容易忽略什么? 答:冷却定型!很多人只盯着挤出机和模具,忘了定型模和水槽设计。结果制品出来明明好好的,一到牵引就椭圆、弯曲。冷却不均匀,后段全白干。还有真空定型,负压不够,大规格管材塌腰,很难补救。这些都是花钱买教训的地方。
现在我偶尔去看看展会,满眼的“工业4.0”“智能挤出生产线”,传感器、物联网、自动调参,确实先进。可骨子里那点挤出哲学没变:了解你的料,敬畏你的机器,尊重你的模具。不然,智能系统也只会更精密地告诉你——正在生产废品。
挤出这行,就是跟粘度赛跑,跟温度共舞,跟钢和熔体较劲。有时候看着那些从机头缓缓流出的柔软轮廓,我会想,这不就是工业的具象化吗?刚硬机器,柔软产品,冷暖自知。对了,最近试了一种新的螺杆组合,产量提升了12%,得意了好几天——这种小确幸,大概圈外人体会不到。