注塑二十年,我修过的缺陷比吃的盐还多:别迷信参数表,实战才有发言权
上个月凌晨三点,电话响了。车间说又一批产品缩水,调了压力温度,没用。我骂了一句,穿上衣服就往厂里跑。注塑这行,有时候真不是书本上那点知识能搞定的。
 注塑产品缩水缺陷与正确浇口位置设计对比图
问:我们厂也经常遇到缩水,尤其是PP料,改了浇口还是会,怎么回事?
答:PP半结晶料,收缩大,缩水确实常见。如果浇口位置没问题,你该看看模温。模温太高,冷却效果差,缩水更深;模温太低,表面冻结快,内部收缩更厉害。一般PP模温控制在40-60℃,但具体看壁厚。厚壁可以偏低些,让表面先冻结,但得配合足够的保压补缩。还有背压,背压不足导致熔体密度不够,也会缩。我见过最绝的一招:在缩水处增加微小凸起,用模具弥补收缩量,简单粗暴但有奇效。
注塑模具分型面飞边缺陷特写照片
问:高速注射容易导致飞边,可我们想缩短周期,速度不能降,怎么平衡?
答:这是个经典矛盾。高速填充易产生飞边,那是因为熔体前端压力冲击。可以分级注射——开始快速填充型腔主体,快要填满时切换低速。这样既保证周期,又避免末端飞边。另外,检查一下排气槽深度,排气太深也会飞料。有的师傅会在分型面涂脱模剂形成薄膜,临时应急,但这只能临时,长期还得修模。
银纹与气泡:料没烘干?还有更深的原因
银纹,像银丝一样在表面,气泡裹在里面。第一反应:料没烘干。是,PA、PC这类料,烘不干绝对玩完。但去年做透明PC灯罩,干燥了4小时,120℃,银纹还是出现。后来发现,是背压太低,螺杆里混入空气没排出去。提高背压,增加熔体密度,银纹消失。还有一次,模具排气不良,气体困在型腔,烧焦痕迹和银纹并存。所以,别一棍子打死说料没烘干,多想想别的可能。
注塑产品缩水缺陷与正确浇口位置设计对比图
问:我们厂也经常遇到缩水,尤其是PP料,改了浇口还是会,怎么回事?
答:PP半结晶料,收缩大,缩水确实常见。如果浇口位置没问题,你该看看模温。模温太高,冷却效果差,缩水更深;模温太低,表面冻结快,内部收缩更厉害。一般PP模温控制在40-60℃,但具体看壁厚。厚壁可以偏低些,让表面先冻结,但得配合足够的保压补缩。还有背压,背压不足导致熔体密度不够,也会缩。我见过最绝的一招:在缩水处增加微小凸起,用模具弥补收缩量,简单粗暴但有奇效。
注塑模具分型面飞边缺陷特写照片
问:高速注射容易导致飞边,可我们想缩短周期,速度不能降,怎么平衡?
答:这是个经典矛盾。高速填充易产生飞边,那是因为熔体前端压力冲击。可以分级注射——开始快速填充型腔主体,快要填满时切换低速。这样既保证周期,又避免末端飞边。另外,检查一下排气槽深度,排气太深也会飞料。有的师傅会在分型面涂脱模剂形成薄膜,临时应急,但这只能临时,长期还得修模。
银纹与气泡:料没烘干?还有更深的原因
银纹,像银丝一样在表面,气泡裹在里面。第一反应:料没烘干。是,PA、PC这类料,烘不干绝对玩完。但去年做透明PC灯罩,干燥了4小时,120℃,银纹还是出现。后来发现,是背压太低,螺杆里混入空气没排出去。提高背压,增加熔体密度,银纹消失。还有一次,模具排气不良,气体困在型腔,烧焦痕迹和银纹并存。所以,别一棍子打死说料没烘干,多想想别的可能。
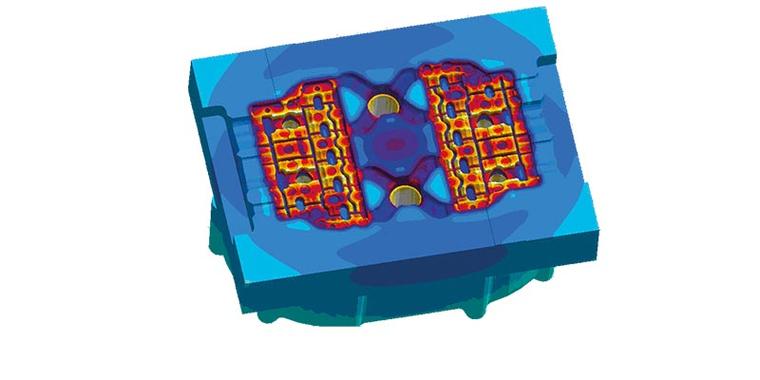
缩水:你以为保压够大就行?
缩水,说白了就是塑料冷却时体积收缩,没得到足够补充。教科书教你加保压压力、延长时间。是,常规操作。可有时候,保压都打到极限了,缩水还在那微笑地看着你——我搞不定它,它就在那,像嘲笑我。记得有次做汽车内饰件,PP加玻纤,厚度不均匀,厚壁处老是缩。我们把保压压力从80MPa提到120MPa,缩水减轻了,但产品变形了,尺寸超差。最后发现是浇口位置不对——熔料从薄壁处进,厚壁处最后填充,收缩时补缩通道早冻住了。改浇口位置,让它从厚壁进,薄壁出,问题立马解决。所以,看缩水别只盯着参数,浇口设计才是根本。 注塑产品缩水缺陷与正确浇口位置设计对比图
问:我们厂也经常遇到缩水,尤其是PP料,改了浇口还是会,怎么回事?
答:PP半结晶料,收缩大,缩水确实常见。如果浇口位置没问题,你该看看模温。模温太高,冷却效果差,缩水更深;模温太低,表面冻结快,内部收缩更厉害。一般PP模温控制在40-60℃,但具体看壁厚。厚壁可以偏低些,让表面先冻结,但得配合足够的保压补缩。还有背压,背压不足导致熔体密度不够,也会缩。我见过最绝的一招:在缩水处增加微小凸起,用模具弥补收缩量,简单粗暴但有奇效。
注塑产品缩水缺陷与正确浇口位置设计对比图
问:我们厂也经常遇到缩水,尤其是PP料,改了浇口还是会,怎么回事?
答:PP半结晶料,收缩大,缩水确实常见。如果浇口位置没问题,你该看看模温。模温太高,冷却效果差,缩水更深;模温太低,表面冻结快,内部收缩更厉害。一般PP模温控制在40-60℃,但具体看壁厚。厚壁可以偏低些,让表面先冻结,但得配合足够的保压补缩。还有背压,背压不足导致熔体密度不够,也会缩。我见过最绝的一招:在缩水处增加微小凸起,用模具弥补收缩量,简单粗暴但有奇效。
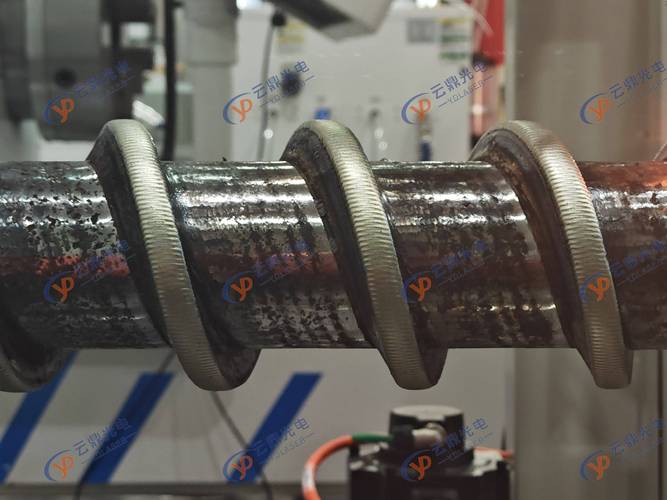
飞边:明明锁模力够,它还是跑出来
飞边,最烦。客户看见飞边就退货,觉得你厂子不专业。常规思路:锁模力不够,注射速度太快,料温太高。我都知道。但有一次,锁模力计算好好的,参数也温和,飞边还是像胡子一样长在分型面上。我拿塞尺一量,模具分型面有0.05mm间隙——长期生产,模板变形了。修模,磨平面,搞定。所以,飞边不一定是你参数问题,模具精度、机板平行度这些隐性问题更要命。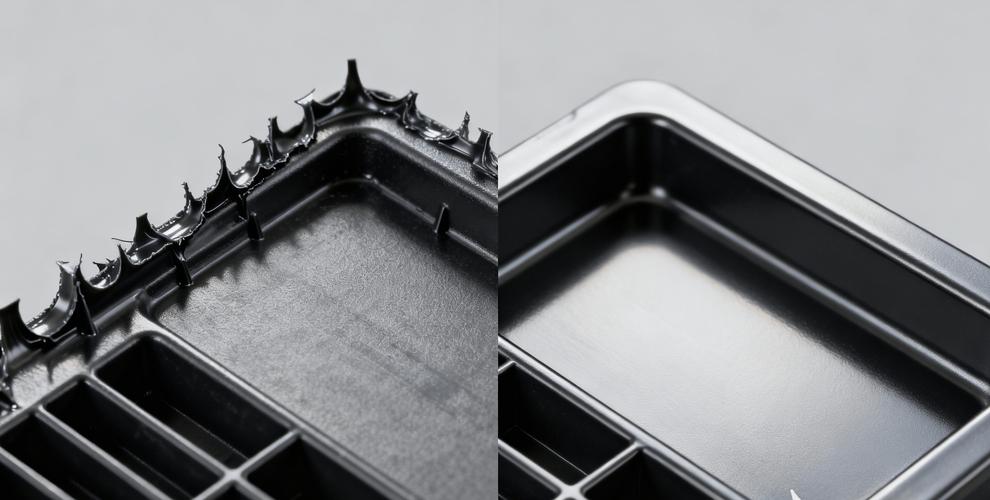 注塑模具分型面飞边缺陷特写照片
问:高速注射容易导致飞边,可我们想缩短周期,速度不能降,怎么平衡?
答:这是个经典矛盾。高速填充易产生飞边,那是因为熔体前端压力冲击。可以分级注射——开始快速填充型腔主体,快要填满时切换低速。这样既保证周期,又避免末端飞边。另外,检查一下排气槽深度,排气太深也会飞料。有的师傅会在分型面涂脱模剂形成薄膜,临时应急,但这只能临时,长期还得修模。
注塑模具分型面飞边缺陷特写照片
问:高速注射容易导致飞边,可我们想缩短周期,速度不能降,怎么平衡?
答:这是个经典矛盾。高速填充易产生飞边,那是因为熔体前端压力冲击。可以分级注射——开始快速填充型腔主体,快要填满时切换低速。这样既保证周期,又避免末端飞边。另外,检查一下排气槽深度,排气太深也会飞料。有的师傅会在分型面涂脱模剂形成薄膜,临时应急,但这只能临时,长期还得修模。
银纹与气泡:料没烘干?还有更深的原因
 银纹与气泡:料没烘干?还有更深的原因
银纹,像银丝一样在表面,气泡裹在里面。第一反应:料没烘干。是,PA、PC这类料,烘不干绝对玩完。但去年做透明PC灯罩,干燥了4小时,120℃,银纹还是出现。后来发现,是背压太低,螺杆里混入空气没排出去。提高背压,增加熔体密度,银纹消失。还有一次,模具排气不良,气体困在型腔,烧焦痕迹和银纹并存。所以,别一棍子打死说料没烘干,多想想别的可能。
银纹与气泡:料没烘干?还有更深的原因
银纹,像银丝一样在表面,气泡裹在里面。第一反应:料没烘干。是,PA、PC这类料,烘不干绝对玩完。但去年做透明PC灯罩,干燥了4小时,120℃,银纹还是出现。后来发现,是背压太低,螺杆里混入空气没排出去。提高背压,增加熔体密度,银纹消失。还有一次,模具排气不良,气体困在型腔,烧焦痕迹和银纹并存。所以,别一棍子打死说料没烘干,多想想别的可能。
💡 小技巧:银纹时看位置,如果固定在一处,八成是模具排气问题;如果随机出现,检查料和参数。
问:我们做TPE包胶,经常有气泡,烘干也没用,怎么破? 答:TPE包胶的气泡,很多时候是二次注射时基材的温度不够,或结合面有挥发物。提高基材预热温度,检查包胶前处理。另外,TPE容易吸湿,就算烘干,也可能在料管里再次吸湿,建议用除湿干燥机,并保持料斗封闭。 最后,再说个新工艺的坑:气辅注射。前两年流行,减轻重量、减少缩水。我们上了气辅设备,做的样件漂亮,批量时却出现气道变形、气体穿透表面。调试发现,气体压力和控制时序太关键,早一点或晚一点结果天差地别。现在智能化注塑机可以闭环控制气体压力,配合模具温度检测,稳定多了。但怎么说呢,新东西总要交学费。 行了,不说了,车间又叫我了。注塑这行,每天都在解决问题,没有尽头,但这也是它的魅力,对吧?