拉深工艺:那些书本上不讲的实战细节
做了二十年模具,最怕的就是拉深。真的。
你说它原理简单吧——一块平板,压一压,变成筒形件、盒形件。可它就是能在半夜三点让你惊醒,梦见产品开裂、起皱,然后一身冷汗。说实话,拉深这玩意儿,七分靠经验,三分靠理论,公式算得再好,上了冲床照样可能翻车。
今天不跟你整那些虚头巴脑的力学模型,就聊聊车间里实实在在的教训和窍门。有些东西,供应商不会告诉你,手册上也查不到。
拉深模的间隙:松一点?紧一点?
 拉深模的间隙:松一点?紧一点?
拉深模的间隙:松一点?紧一点?
先砸个结论:间隙从来不是死的。但太多人抱着设计手册不放——单边间隙取料厚的1.1倍?1.2倍?那得看材料、看拉深系数、看润滑。比如拉深304不锈钢,同样的1.2倍间隙,用氯化石蜡润滑就比用菜油容易起皱。为啥?因为不锈钢加工硬化快,间隙稍大,材料在凹模圆角处没被充分压住,瞬间失稳起皱。这时候就得缩小间隙,甚至负间隙,靠挤压让材料贴紧凸模。可你间隙一缩,摩擦力暴增,拉裂风险又上来了——是不是很抓狂?❗
再说说铝件,6061-O态软得像泥巴,但拉深时容易产生“桔皮”,也就是晶粒粗大导致的表面粗糙。很多人怪模具,其实问题往往出在材料热处理。O态铝板放置太久会自然时效变硬,拉深时流动性变差。怎么办?重新退火!但退火温度和时间不对,晶粒度又长大,恶性循环。💡小经验:进货后先拉个小样,别偷懒。
润滑剂:你以为是个油就行?
大错特错。拉深润滑剂是门玄学。早些年我们用猪油拌石墨,现在环保不让了。水性润滑剂倒是干净,可拉厚板(2mm以上)时,瞬间高温让水汽化,形成气垫,反而不利于成形。油性润滑剂极压性好,但后清洗麻烦,残留影响喷涂。有一回拉深精密传感器外壳,用了某进口油,结果零件放置一个月后表面析出油斑,全部报废。最后发现是润滑剂里的硫系添加剂与铜合金反应。坑!
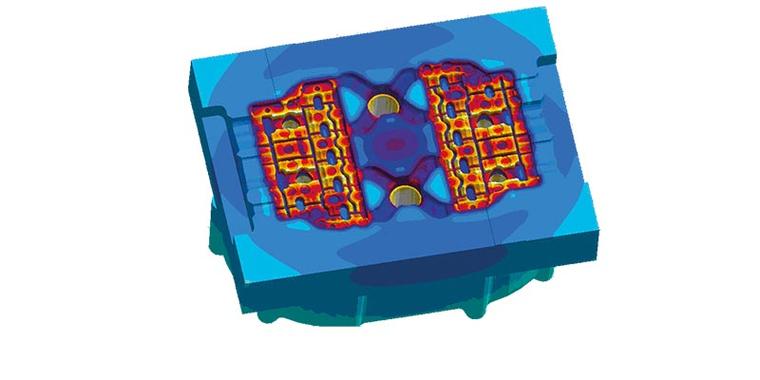
现在流行的高分子涂层润滑,像PTFE涂料,可以涂在模具表面,干性润滑,特别适合卫生要求高的场合。但涂一次能扛多久?看产量。我们测试过,拉深低碳钢,连续500件后涂层开始磨损,摩擦系数飙升,产品底部开始变薄。所以别信推销员说的“永久润滑”。
 拉深模具润滑剂涂抹与磨损对比
拉深模具润滑剂涂抹与磨损对比
开裂与起皱:一对冤家
 开裂与起皱:一对冤家
开裂与起皱:一对冤家
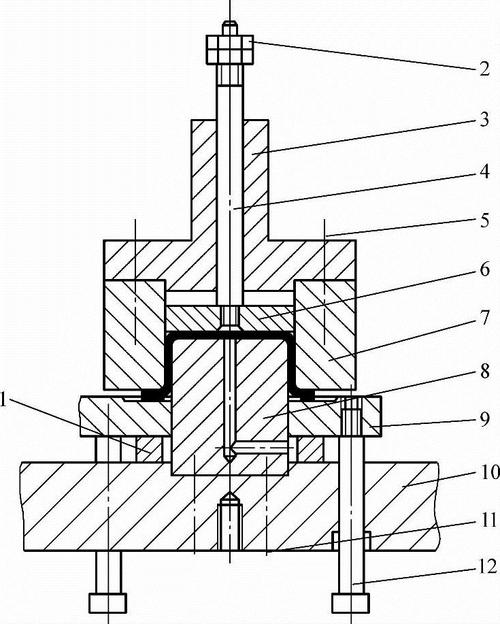
拉深最头疼的是开裂和起皱同时出现。这边筒壁破了,那边法兰还在皱。根本原因就是压边力分布不均。传统压边圈就是一个平面,但实际法兰材料在周向是压缩应力,径向是拉伸应力,受力很不匀。现在有用变压力压边圈的,四周装四个小油缸,独立控制。成本高,但真能解决问题。我们曾拉一个矩形件,四个圆角起皱,直边又容易裂,后来改成双层压边圈,圆角处做凸起筋,把材料“锁”住,效果立竿见影。
还有一个被忽视的细节:模具圆角半径。凹模圆角太小,材料流过时弯曲和反弯曲剧烈,加工硬化严重,拉裂。圆角太大呢?材料在圆角处包不住凸模,容易起皱,而且工序件会摇晃,精度下降。通常建议取料厚的6-8倍,可如果你是钛合金、高温合金?嘿,取10倍都嫌小,因为那些材料弹性模量低,回弹大,必须大圆角。
问:拉深时材料流动不均匀,局部变薄严重,怎么办?
答:首先检查拉深筋是否合理。圆筒件一般不用拉深筋,但异形件必须设置,位置和形状要模拟调整。另外看看润滑是否均匀——有人只在材料表面涂油,忘了在凹模圆角处喷油,那个地方最需要润滑。再不行,改分步拉深,一步变薄太厉害就分两步,中间加退火。别硬上。
问:多工序拉深时,中间退火怎么选?
答:看材料。低碳钢一般不用中间退火,奥氏体不锈钢必须退火,否则加工硬化累加,第三道就裂给你看。退火温度要高于再结晶温度,但别太高,防止晶粒长大恶化。通常304不锈钢1050度快冷,黄铜450度慢冷。注意退火后的酸洗或喷砂,氧化皮会刮花模具。还有,退火后要及时拉深,放久了又硬回去。
模具材料与寿命:一分钱一分货
国产Cr12MoV冲个几万件就拉毛、粘着,上钨钢吧又脆,怕崩刃。我们试过粉末冶金高速钢ASP23,热处理到HRC64,拉深10万件只轻微磨损。但价格是普通模具钢的10倍。有没有中间路线?表面涂层!PVD涂个TiAlN或者DLC,硬度高、摩擦系数低。不过涂层怕冲击,拉深筋处涂层容易剥落。所以现在也有用渗硼、渗钒的,形成碳化物层,耐磨又耐粘着。
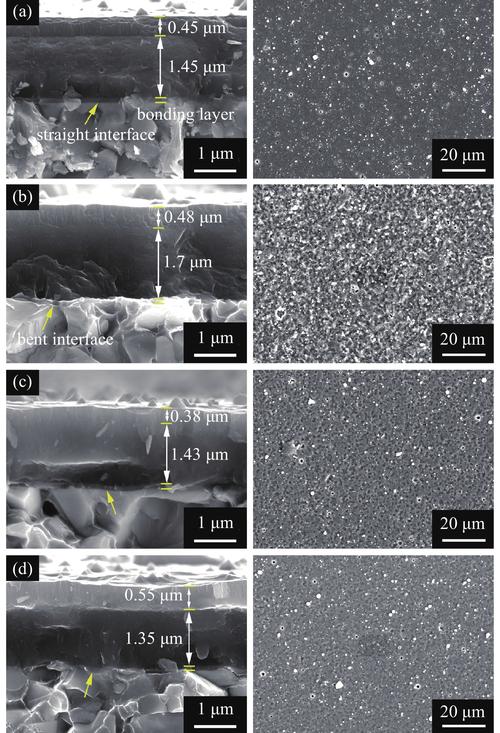 拉深模具表面TiAlN涂层微观截面
拉深模具表面TiAlN涂层微观截面
最后吐个槽:很多年轻工程师一上来就依赖仿真。 Dynaform、Autoform一跑,好像万事大吉。实际呢?仿真里摩擦系数设0.1,实际车间油污、灰尘一掺,系数能到0.2。网格划分再密,也模拟不了材料批次间的性能波动。所以仿真可以参考,但上手试模时,记得带个榔头和塞尺。别笑,有时候敲几下压边圈比调参数管用。
拉深这活儿,越干越敬畏。没有绝对正确的参数,只有不断试错、修正的循环。也别信AI能自动优化,至少现在,还是得靠人的手感。