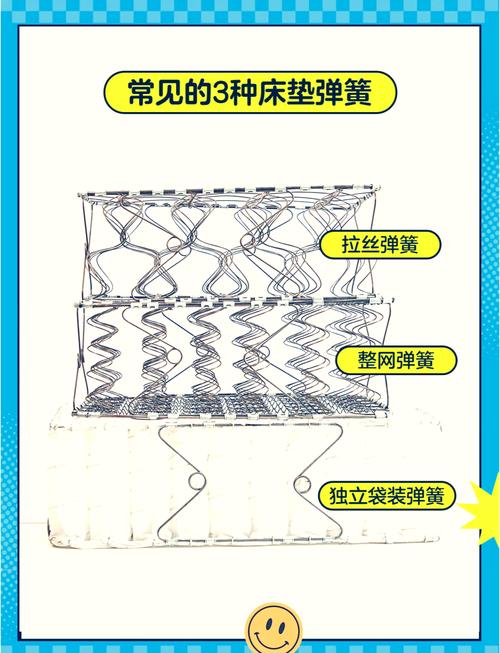
弹簧材料与工艺实战:别再为断裂买单了
你肯定碰到过弹簧突然断裂的情况——砰的一声,设备趴窝,生产停滞。说实话,刚入行那会儿,我也觉得不就是个钢丝绕几圈嘛。直到一台冲压机的模具弹簧爆裂,碎片差点打伤人——那次真把我吓出一身冷汗。后来拆解分析,才发现材料表面一个小小的锈坑,在高应力循环下就成了疲劳源。❗
弹簧材料的选择之道
 弹簧材料的选择之道
弹簧材料的选择之道
选材料,你得先搞清楚弹簧到底是干什么的。静态弹簧?还是动态弹簧?比如安全阀里的弹簧,一辈子可能就动作几次,刚度精准最重要,抗疲劳倒是其次。但汽车悬架弹簧,每秒都在高频振动,材料必须扛得住千万次循环。
我们常用的弹簧钢,比如65Mn、60Si2Mn,价格实惠,淬透性还行。不过说实话,如果你要求高疲劳寿命,最好上铬硅钢或者铬钒钢。50CrVA就是个经典选择,耐高温,松弛性能好。我见过有人用便宜料做气门弹簧,结果跑了两万公里就断了,发动机直接报废——省那点钱,后面赔掉几十倍。💡
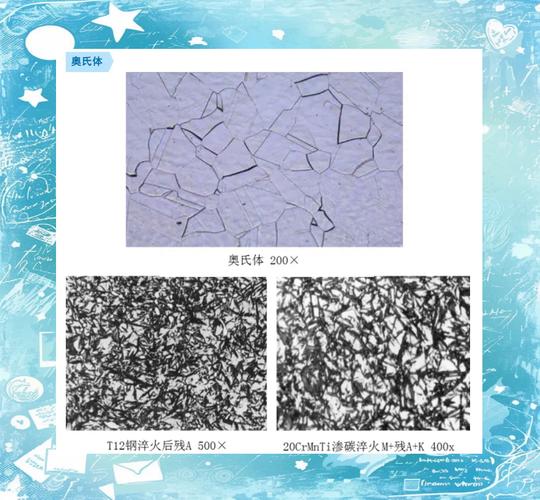
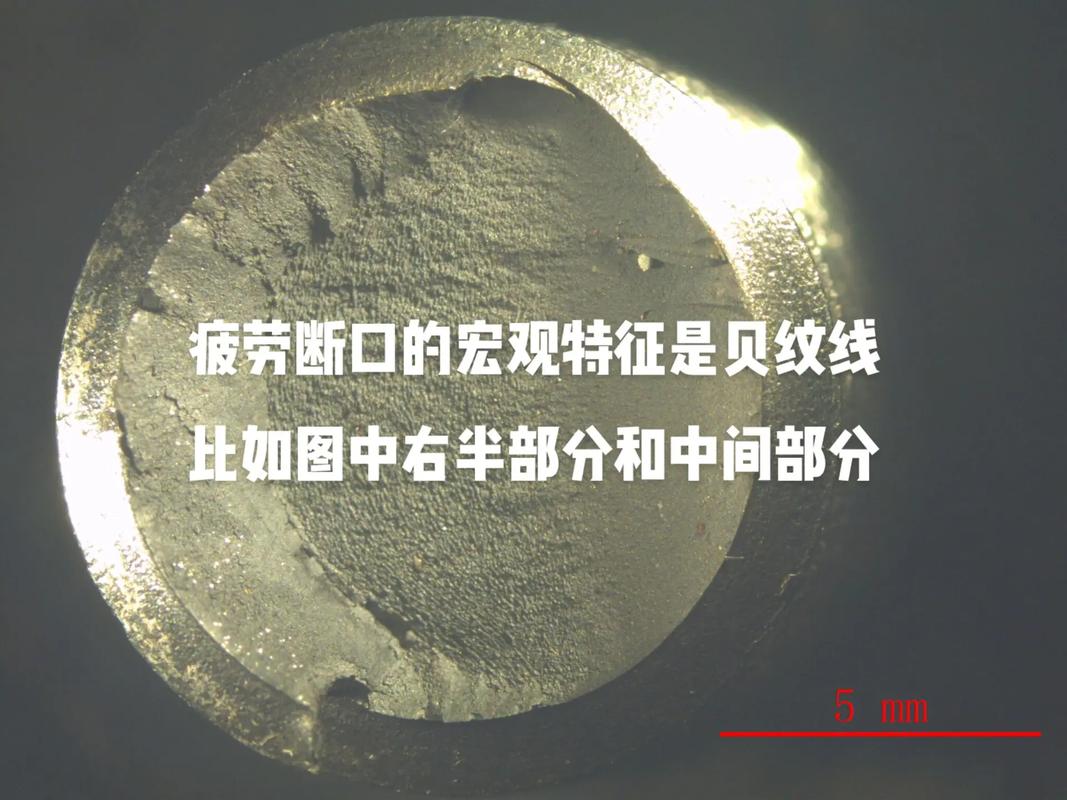 高应力弹簧疲劳断裂截面金相图
高应力弹簧疲劳断裂截面金相图
最近几年,不锈钢弹簧的需求涨得很快。食品设备、医疗器械、海洋工程这些地方,316不锈钢是标配。但要小心啊,有些厂家拿304冒充,钝化膜一旦在氯离子环境下破了,点蚀来得比你想得快。我们吃过这个亏,后来全检盐雾试验才稳住质量。
问:为什么有的弹簧用不了多久就断了?
答:断裂大多是疲劳失效。但根源往往在表面——脱碳层过深、划痕、锈斑,这些微缺陷就是疲劳裂纹的起点。热处理不当也会导致晶粒粗大,脆性增加。还有一点很多人忽视:弹簧的喷丸强化够不够,残余压应力层能抵消表面拉应力,寿命能翻好几倍。
冷卷与热卷:工艺分水岭
 冷卷与热卷:工艺分水岭
冷卷与热卷:工艺分水岭
卷弹簧,要么冷卷,要么热卷,分界线大概在直径十几毫米。冷卷用软化退火态的钢丝,卷完再淬火回火;热卷则是把棒料加热到红热,趁热成型,再热处理。热卷适合大线径、高负荷的弹簧,比如铁路货车的减震簧。冷卷精度高,表面质量好,中小型弹簧的主力。
有一次我们开发一个大型碟簧,一开始用冷卷方案,内应力太大,回弹不稳定。后来改了热卷加等温淬火,尺寸稳住了。工艺这东西,真的不能生搬硬套。
 热卷弹簧生产线红热成型瞬间
热卷弹簧生产线红热成型瞬间
冷卷还有一个容易被忽略的参数:弹簧指数,就是旋绕比。小旋绕比,卷制时材料外侧塑性变形大,容易产生裂纹。我们自己定了个内规,旋绕比小于4的时候,必须用模芯支撑,否则废品率蹭蹭涨。
问:什么时候该用热卷弹簧?
答:一般来说,当弹簧线径超过16mm,或者旋绕比太小,冷卷困难时,就得考虑热卷。另外,如果要求极高的抗松弛性能,热卷后通过合适的热处理能得到更稳定的组织。不过热卷的氧化脱碳控制比较棘手,要配好保护气氛。
表面处理:不可忽视的细节
弹簧表面处理不光是防锈。喷丸强化能引入残余压应力,延长疲劳寿命,这已经是常识了。但喷丸的强度、覆盖率、丸粒硬度都有讲究。过喷会导致表面微裂纹,反而降低寿命!有些厂子不分材料,一律用铸钢丸猛喷,高硬度弹簧一喷就裂。很无奈,对吧。
电镀锌呢?漂亮,但氢脆风险大。特别是高强度弹簧,电镀后必须除氢处理。现在环保压力下,达克罗涂层越来越流行,无氢脆,耐腐蚀也好。我们去年把一批出口件从镀锌改为达克罗,盐雾试验轻轻松松过1000小时。✅
还有一个新趋势:纳米涂层。比如类金刚石涂层,用在极苛刻的摩擦环境,减摩耐磨。不过成本太高,一般工业品还用不起。💸
 弹簧喷丸强化表面残余应力检测
弹簧喷丸强化表面残余应力检测
说到底,弹簧的可靠性不是靠一两个环节就能保证。从设计、选材、工艺到检测,环环相扣。你如果正为弹簧断裂头疼,先别急着换材料,看看表面处理到位没?再查查工艺参数是不是抄来的,没经过验证。
有时候,一个不起眼的小改动,比如加大喷丸覆盖率5%,就能把寿命提升30%。工业就是这样,细节里藏着魔鬼,也藏着惊喜。