现代磨具:从传统砂轮到超硬材料的技术跃迁
车间里老师傅抓起一片刚拆封的金刚石砂轮,掂了掂,眉头一皱——
“这玩意儿,比上批重了二十克。”
我在旁边看着,心想:不就二十克吗?可后来才知道,磨具这行当,克克计较。重量的细微变化,意味着结合剂密度不对,磨削时可能让工件烧糊,甚至崩角。搞机械的,谁没被次品磨具坑过?磨具虽小,却是精密制造的牙齿。一颗牙不好,整个生产线都得闹肚子。
说实话,我最初接触磨具时,觉得它不过是砂纸、砂轮的统称,没啥技术含量。直到某次跟线调试,一批进口硬质合金刀片怎么磨都达不到表面粗糙度要求,换了七八种砂轮,还是不行。最后请来一位退休高工,他看了一眼说:“换树脂结合剂,加铜粉,硬度调低半档。”——神了,问题解决。✅
那种瞬间被点醒的感觉,至今难忘。原来磨具的学问,深得很。
磨料:决定磨具性能的“基因”
很多人以为砂轮就是沙子粘起来的。荒谬。——你拿河边沙子去磨淬火钢试试?立马报废。
磨料是磨具的核心,就像芯片之于手机。常用的有刚玉、碳化硅,但这些传统材料在加工硬质合金、钛合金时,已经捉襟见肘。现在高端领域,金刚石和立方氮化硼(CBN)已成主流。金刚石是自然界最硬,但加工铁系金属时容易发生碳扩散反应,磨损飞快;CBN则是专门啃黑色金属的“硬骨头”,热稳定性好得多。
聊个实际场景:汽车曲轴磨削。早先用白刚玉砂轮,一天要修整好几次,效率低得让车间主任直挠头。后来换上CBN砂轮,连续磨削上千件,尺寸散差反而更小。❗虽然单价贵十倍,但算上停机时间和废品率,总成本反而降了35%。这笔账,不做现场根本体会不到。
不过话说回来,磨料不是越硬越好。硬得像金刚石,去磨玻璃倒没问题,可如果你去磨铝合金,砂轮表面很快就会糊满铝屑,俗称“堵塞”,不但没效率,还容易工件变形。这时候反而要用脆一点的绿碳化硅,自锐性好,能不断露出新鲜磨粒。
 汽车曲轴CBN砂轮磨削现场特写
汽车曲轴CBN砂轮磨削现场特写
所以选磨料,是个权衡的艺术。硬度、韧性、热稳定性、化学惰性,要匹配工件材料和加工条件。
结合剂与组织:被忽视的结构设计
磨具不是简单把磨料捏一块儿,结合剂类型和“组织”(气孔与磨料/结合剂的比例)决定了它最终的脾气。
陶瓷结合剂用得最广,刚性好,耐高温,适合高效磨削。但太脆,一磕就碎。有一次我搬一块Φ400的陶瓷砂轮,手滑碰到工作台,直接缺了个角,泡汤了。无奈啊。树脂结合剂则柔韧性强,适合精磨抛光,但不耐热,磨削区温度一高,结合剂软化,磨粒脱落加快,这既是优点也是缺点——等于自带“自锐”特性,但消耗也快。
组织密致(磨粒占比高)的砂轮磨削效率高,但容易烧伤工件;疏松组织排屑好,冷却液容易进去,适合大面积磨削。🔄这里有个坑:很多新入行的工程师一看“组织号”就套教科书,什么8级组织适用什么,结果实际磨削时还是出问题。为什么?因为磨削是动态的,磨粒不断断裂、脱落、生成新刃口,结合剂也会磨损,所谓“组织”是静态平均概念,真正的有效组织时刻在变。
所以说,磨具设计其实是在控制磨损率——让磨粒以合适速度失效。听上去矛盾?恰恰如此。这也解释了为什么同样的CBN,有的砂轮寿命是另一家三倍,配方里结合剂和气孔有大学问。
问:都说CBN砂轮好,为什么我们买来用效果还不如普通刚玉砂轮?
答:首先查刚性。CBN砂轮基体通常需要高速旋转,如果机床主轴刚性不足、振动大,昂贵的CBN磨粒会异常破碎,甚至整块崩落,效果当然差。其次看修整,用普通单点金刚笔修CBN砂轮就是瞎搞,必须用旋转金刚石滚轮或杯形砂轮开刃。还有冷却液是否针对研磨特性调整?CBN磨削区温度高,润滑和冷却比刚玉要求更高。好马配好鞍,别只怪马。
问:磨削不锈钢时砂轮容易堵塞,怎么办?
答:不锈钢韧性大,磨屑易粘连。方案:一是选用更脆的磨料比如单晶刚玉或微晶刚玉,切削刃锋利;二是增大组织号,增加容屑空间;三是采用高压力、大到一定值的循环冷却液冲洗;最后,磨削进给量适当增加——别不敢吃刀,进给太小反而让磨粒在表面划擦产生热量,加剧堵塞。经验之谈:很多堵屑是“舍不得”造成的。💡
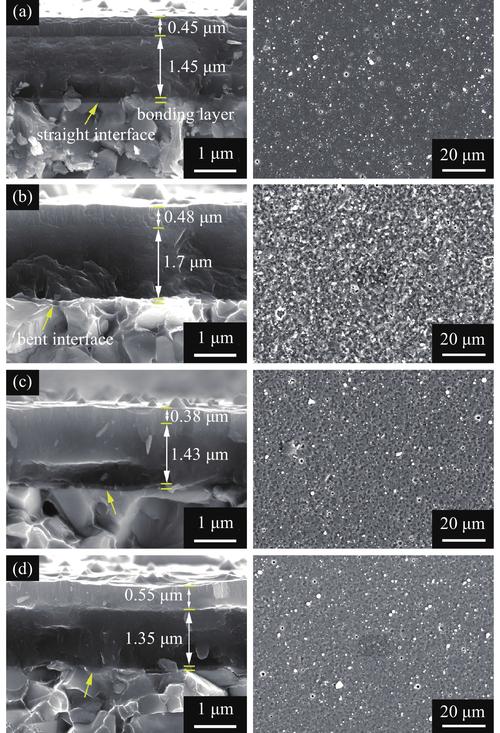
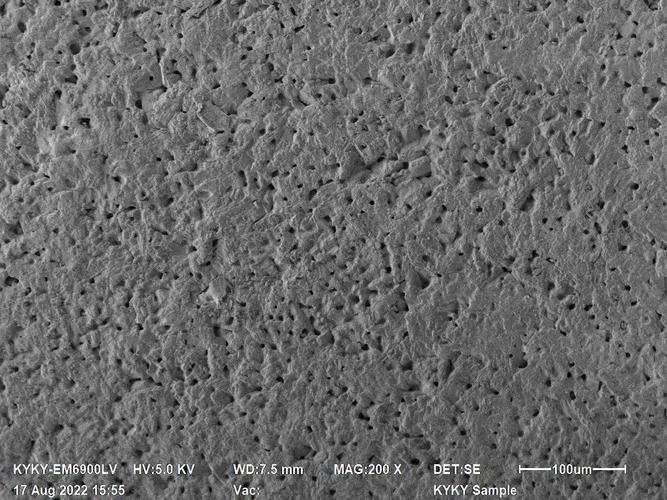 陶瓷结合剂砂轮微观组织气孔扫描电镜图
陶瓷结合剂砂轮微观组织气孔扫描电镜图
修整与工艺:磨具的“唤醒”环节
新砂轮到手,直接装上去干,那你就是外行。磨削之前必须修整——把磨粒尖角打掉,形成等高性、锋利度和容屑空间。这个过程叫“开刃”,或用金刚石修整器“整形”。
我见过最离谱的操作:某工厂用一块废砂轮片去蹭CBN砂轮,试图让磨粒露出来。结果表面糊了一层,磨削时工件抖动得像筛糠,粗糙度Ra值0.8都保不住。正确做法,低速对滚轮修整,然后试磨一件看看纹路,再微调修整量。🔧
修整也是个技术活。进刀速度、横移速度、修整深度,这几个参数组合不同,磨粒的突出量和形状就不同,直接改变砂轮的磨削表现。夸张点说,同一片砂轮,修整好是利器,修整不好就是钝刀子割肉。
另外,超硬磨具的修整往往需要专门的设备,比如电火花修整或超声波辅助修整,成本高,但在精密轴承、叶片榫齿加工中必不可少。有些小厂舍不得投入,拿金钢石笔硬怼,砂轮废得快,工件质量还不稳,最终亏得更多。——工业就是这样,一步省,十步添乱。
工艺参数上,磨削速度、进给量、切深,要根据磨具特性动态调整。比如CBN砂轮线速度可以开到80m/s甚至更高,但普通机床主轴受不了。所以选择磨具必须结合设备能力,不是越高级越好。否则就像给夏利装个法拉利引擎,跑得起来吗?
问:磨削加工时如何判断砂轮钝了需要修整?
答:几个征兆:刺耳的尖叫声(振动加剧)、磨削火花变弱或颜色发黄、工件表面出现振纹或烧伤色、磨削力突然增大导致主轴负载上升。听声音最直接,老师傅隔着几米就能判断。有条件的,用在线监测系统看磨削功率曲线,超过阈值就报警。
写了这么多,其实就想表达:磨具这玩意儿,看着粗犷,实则需要精细伺候。从材料到制造到使用维护,环环相扣,每个环节都得较真。工业的魅力或许就在于此——一堆粉末和胶,经过设计,竟能咬动最硬的金属,且误差不超微米。下次再有人轻视磨具,不妨递给他一片废砂轮碎片,让他掂掂背后的分量。