合金选材的“潜规则”,老工程师的避坑指南
干机械这行快二十年了,我到现在还记得第一次独立负责选材时的那种心虚。图纸上标了个“40Cr”,供应商随口问了一句“要调质到多少硬度?”我当场懵掉。说实话,那时候我对合金的理解也就停留在“加点铬加点镍就更硬”的水平。后来跌跌撞撞自己摸索,才发现合金这玩意儿,根本不是元素周期表上随便拽几个金属揉一揉那么简单。
 热处理车间淬火油槽
还有一个小故事:去年我们给一款农机做刀片,图便宜选了普通高碳钢,热处理后硬度够了,一割秸秆就崩口。后来换成耐磨合金钢,加了少量钒和钛,成本贵了30%,但寿命翻了五倍。老板起初撇嘴,看到数据后主动说“下次早跟我讲嘛”。你看,这就是合金选材的性价比玄学。
数控机床加工钛合金航空零件
热处理车间淬火油槽
还有一个小故事:去年我们给一款农机做刀片,图便宜选了普通高碳钢,热处理后硬度够了,一割秸秆就崩口。后来换成耐磨合金钢,加了少量钒和钛,成本贵了30%,但寿命翻了五倍。老板起初撇嘴,看到数据后主动说“下次早跟我讲嘛”。你看,这就是合金选材的性价比玄学。
数控机床加工钛合金航空零件
合金的“脾气”,你得慢慢摸
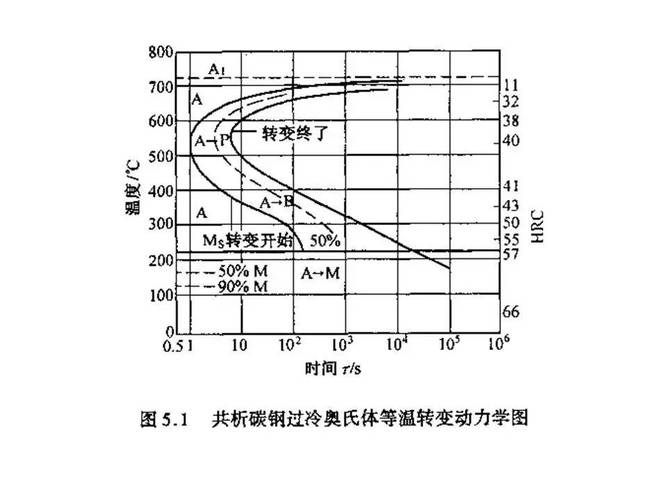
很多人以为合金就是把几种金属熔化了混在一起,像调鸡尾酒似的。错!❌ 合金的性能是成分、工艺、热处理三者纠缠出来的结果。比方说最常见的304不锈钢,18%铬、8%镍,看着简单吧?可钢厂要是控不好碳含量和冷却速度,晶间腐蚀能让你怀疑人生。我有个做化工设备的朋友,就因为这个,整批换热器管子全报废了。心疼得他差点转行。 问:为什么有些合金必须热处理,有些则不需要? 答:热处理说白了就是给合金“回炉重造”一次组织。比如淬火能获得马氏体,提高硬度,但太脆了,得回火调整韧性。有些合金,像奥氏体不锈钢,不能通过热处理强化,只能靠冷加工。你要是拿304去淬火,白忙活。所以拿到材料先别急,查查它的“身份证”——材料数据表,看清楚推荐的热处理工艺。💡 热处理车间淬火油槽
还有一个小故事:去年我们给一款农机做刀片,图便宜选了普通高碳钢,热处理后硬度够了,一割秸秆就崩口。后来换成耐磨合金钢,加了少量钒和钛,成本贵了30%,但寿命翻了五倍。老板起初撇嘴,看到数据后主动说“下次早跟我讲嘛”。你看,这就是合金选材的性价比玄学。
热处理车间淬火油槽
还有一个小故事:去年我们给一款农机做刀片,图便宜选了普通高碳钢,热处理后硬度够了,一割秸秆就崩口。后来换成耐磨合金钢,加了少量钒和钛,成本贵了30%,但寿命翻了五倍。老板起初撇嘴,看到数据后主动说“下次早跟我讲嘛”。你看,这就是合金选材的性价比玄学。
轻量化逼出来的“新宠”——铝合金和钛合金
这几年新能源汽车疯长,电池重量没办法,只能从结构上抠。铝合金车身就不说了,连刹车卡钳都用上锻造铝。有一次我参观一个压铸厂,看到他们拿铝硅合金做电机壳,壁厚才2毫米,强度还不比铸铁差。技术迭代太快了。 不过话又说回来,铝合金焊接是个头疼事。热裂纹、气孔,没经验根本搞不定。我建议中小企业别自己焊,找专业激光焊外包,省心。钛合金更绝,比强度高,耐腐蚀,航空发动机里一片片叶片都是它。但加工时切削参数不对立马烧刀,还容易和刀具起反应。记得第一次车TC4,刀尖烧红,车间弥漫着一股金属烧焦味,师傅黑着脸把刀片扔进垃圾桶。😤 问:钛合金这么难加工,为什么还要用它? 答:因为有些场景它无可替代。比如植入人体的骨钉,你总不能放片钢吧?生物相容性钛合金一流。还有深海设备,钛合金耐海水腐蚀,用个十年不维护。至于成本,分摊到长周期里,反而划算。这就是全生命周期成本思维,别老盯着采购价。❗ 数控机床加工钛合金航空零件
数控机床加工钛合金航空零件