热处理:淬火裂了?那是你没看懂金属的“脾气”
一、热处理不是烧红了扔水里那么简单
真的,很多人一提起热处理,脑子里就是铁匠铺的画面——烧红、锤打、淬水...大错特错。
现代热处理是精确控制温度、时间、冷却速率的系统工程。差个5℃,硬度能掉HRC 2度,关键件就报废。我见过最离谱的,有家厂把Cr12MoV模具钢用油淬,结果硬度上不去,还怪材料有毛病。其实呢?这种材料需要气淬或者等温淬火,油冷速太快,反而容易形成残余奥氏体。唉,基础不牢,地动山摇。
所以热处理的核心是什么?读懂材料的CCT曲线和TTT曲线——过冷奥氏体连续冷却转变图和等温转变图。这东西就像金属的“人格档案”,告诉你什么温度、什么冷却速度能得到什么组织。可惜很多小厂根本不看,凭经验、靠运气,出问题就傻眼。
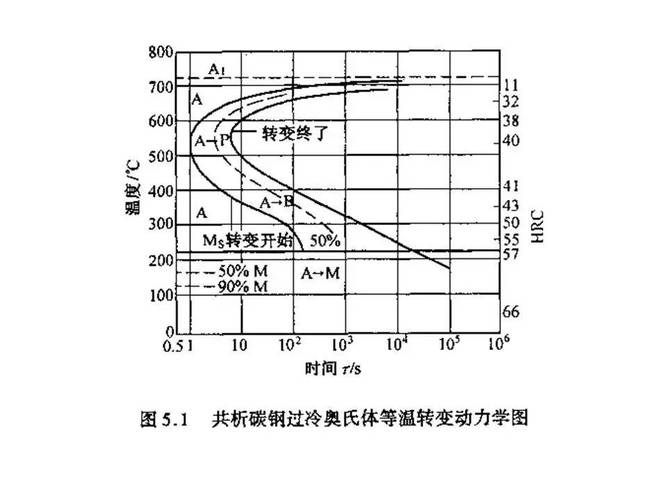 钢的CCT曲线示例图
钢的CCT曲线示例图
问:热处理后工件变形了,到底怎么控制?
答:这可是老大难问题。变形是内应力释放造成的。首先,预处理要做彻底——比如调质前先正火,消除锻造应力。第二,工装设计要合理,别让工件在加热时自重就弯了。第三,淬火介质选择很重要,能用等温淬火就用等温,贝氏体转变体积变化小。最后,回火要及时,别淬完火放那儿过夜,裂纹风险飙升。我们车间现在用深冷处理+低温回火,齿轮变形量从0.3mm降到了0.05mm,省了矫直工序,成本反而降了。
二、真空炉:贵,但真香
这几年真空热处理设备价格下来了,但依然不菲。一台卧式气淬真空炉,国产的也得一百多万。但说实话,这钱省不得!真空环境下加热,无氧化、无脱碳,表面光亮,变形还小。以前处理压铸模,用盐浴炉,处理完又脏又锈,还得喷砂;现在真空淬火+高压气淬,出来跟新的一样,寿命提升30%以上。
不过真空炉也有坑。比如分压控制不好,合金元素会蒸发(尤其在高温高真空下)。Cr元素在1200℃以上就容易蒸发,模具表面变贫Cr,抗氧化性下降。所以现在流行充入惰性气体分压,或者采用低压渗碳工艺,既渗碳又不产生晶间氧化,比气体渗碳质量高多了。
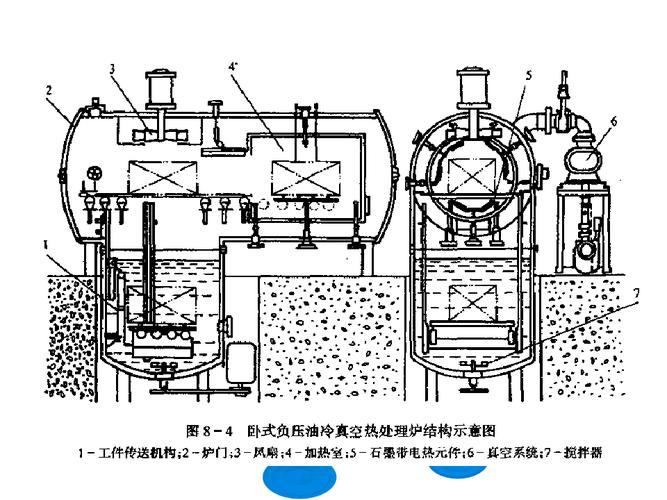 真空热处理炉内部结构示意图
真空热处理炉内部结构示意图
问:传统盐浴热处理还有存在的必要吗?
答:说实话,很多环保部门恨不得直接禁了盐浴。但存在即合理——盐浴加热速度快、均匀性好,特别适合小批量、多品种的工模具处理。尤其是高温盐浴炉,处理高速钢刀具,那种表面质量和红硬性是真空炉暂时比不了的。当然,环保压力太大了,氰化钡盐剧毒,废盐处理麻烦。我们现在的策略是:能用真空或者可控气氛炉的,坚决不用盐浴;但特殊产品,比如细长轴类怕变形、或者需要液体氮化的,还是保留几台盐浴,做好废气废渣处理,政策合规的前提下,灵活选用。
三、智能化来了,老师傅会不会失业?
 三、智能化来了,老师傅会不会失业?
三、智能化来了,老师傅会不会失业?
前阵子去一家齿轮厂参观,热处理车间几乎全黑灯生产。AGV小车自动送料,多用炉生产线集成了测温、碳势控制、淬火油循环冷却,所有参数实时上传MES系统。以前靠老师傅看火色、听声音,现在靠PID算法精准控温,波动±1℃。
有人问,经验还有啥用?我反而觉得,老师傅的经验恰恰是基础!算法需要模型,模型从哪里来?从无数次试验、从金相分析、从老师傅脑子里的“模糊逻辑”中提炼出来。比如渗碳层深度的控制,不仅靠碳势,还要考虑装炉量、气氛循环、合金成分对碳活度的影响——这些不是单纯AI能解决的。所以啊,数字化是工具,懂工艺、懂材料的复合型人才更值钱了。
问:中小热处理厂怎么搞智能化转型?
答:千万别一上来就整全自动产线,那得几千万。可以从简单处下手:首先,给旧设备加装无线热电偶和数据记录仪,把温度曲线存下来,先实现透明化。第二步,上MES或者简易看板系统,监控设备OEE和工艺执行率。第三步,关键过程如淬火介质冷却特性定期检测,用IVF仪等。我们厂花了不到20万,给三台井式炉加了远程监控,老板用手机就能看温度,虽然简陋,但至少杜绝了中夜班工人偷懒。效率提升了15%,良品率也上来了。智能化是渐进过程,不能一步到位,但数据采集是基础。
四、热处理环保,不再是口号
 四、热处理环保,不再是口号
四、热处理环保,不再是口号
这几年环保督察越来越严,热处理行业的废水、废气、废渣问题被顶上风口浪尖。淬火油烟、清洗废液、盐浴废盐,哪样都不好处理。说个真事儿:浙江有家热处理厂,因为地坑式淬火油槽油烟收集不到位,被罚了30万,直接停产整顿。所以现在新上的项目,闭式循环冷却系统、油雾分离器、废液蒸馏回用基本成了标配。
更激进的是,有些企业开始尝试生物淬火油——用植物油基的,可降解,减少VOC排放。虽然价格贵一倍,但环保账算下来,长远看划算。还有离子渗氮(脉冲等离子技术)代替气体氮化,省氨气、无污染、渗速还快,表面化合物层更容易控制,轴承、齿轮行业用得很欢。
说来说去,热处理这门手艺,真是越来越“卷”了。不仅要懂冶金,还要懂自动化、懂环保,甚至懂数据。但它始终是制造业的“幕后英雄”,没有好热处理,再牛的钢材也白搭。下次你开汽车、用手机,别忘了那些在炉子里“修炼”过的零件们。