激光焊接的工艺误区与实战技巧:二十年行业老兵带你避坑
做了二十年的焊接,最怕听到的一句话就是——“激光焊接,还不简单?功率开大速度拉满就完了。”每次听到这种话,我都得深呼吸,免得当场发火。真的,这种想法害了多少产线啊。
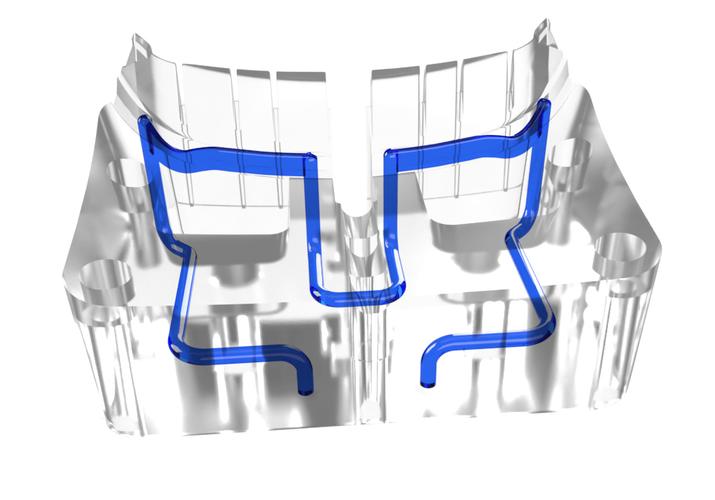
 光纤激光焊接机器人工作现场
光纤激光焊接机器人工作现场
可不是嘛,表面上看,激光焊接快、热影响区小、变形少。但是——但是——如果你真把它当个“万能药”往产线上一扔,然后就不管了,那结果可不仅仅是废品率飙升,说不定哪天机台直接趴窝,你还一脸懵。今天我就掏心窝子,结合最新的产线实践,聊聊那些年我们踩过的坑。咱不说教,就聊干货。
误区一:激光焊接快就完了?别傻了,熔深和变形才是硬骨头
 误区一:激光焊接快就完了?别傻了,熔深和变形才是硬骨头
误区一:激光焊接快就完了?别傻了,熔深和变形才是硬骨头
我见过一个项目,薄板拼接,速度拉到了8米每分钟,看起来行云流水。结果做金相一看,根部未熔合。这事儿客户气得跳脚,我们工程师过去一看,参数表上就写了功率和速度。我就问了:“离焦量呢?保护气体角度呢?” 对方瞪眼。哎。
激光焊接的速度优势,说实话,确实诱人。但你知道代价是什么吗?熔深波动。一旦材料稍有批次差异,比如镀层厚度变了那么几微米,你那个“固定参数”立马翻车。我们后来怎么解决的?强推实时熔深监控系统。现在很多高端产线都上了光学相干断层扫描(OCT),一边焊一边扫,发现波动马上调功率。这成本不低,但比返修报废划算太多。
再说变形。有人以为激光热输入小就不会变形?天真了。薄板激光焊,尤其是大面积精密结构,夹具怎么打、焊接顺序怎么排,直接决定平面度。上次给一家医疗器械厂做钛合金壳体,0.5毫米的料,焊完整块翘曲了2毫米。问题出在哪儿?没用反变形预置和分段跳焊策略。后来改用工装强制冷却外加模拟仿真预判,才把变形压到0.05毫米内。所以,快不是一切。
参数设定:玄学还是科学?数据说话
说到参数,很多老焊工凭经验,新手靠猜。但激光焊接的工艺窗口,有时就那么窄。以汽车铝电池托盘为例,你用光纤激光,芯径50微米,功率3千瓦,速度5米每分钟,可能完美。一旦换了100微米芯径,同样功率速度,飞溅大得吓人,气孔一堆。为什么?能量密度不一样了,匙孔稳定性变了。
我一直强调,激光焊接参数要像配方一样归档。功率、速度、离焦量、光斑大小、保护气类型与流量、送丝角度与速度(如果填丝)——缺一不可。去年我们厂里全换成联网的激光器,每道焊缝实时记录参数,生成二维码喷在上面,追溯起来真香。以前出问题翻记录得找半天,现在手机一扫,所有参数一目了然。这投入,值!
问:我们厂刚上激光焊,老出现气孔,怎么破?
答:首先,查材料清洁度,油污、水汽是大敌。其次,看保护气。氮气便宜但很多情况活性不够,氩气或者氦气混合更稳定。还有高速焊时,气体拖罩设计不合理会把空气卷进去,我们专门做过烟雾试验,优化拖罩角度,气孔率从8%降到0.1%。
设备选了贵的,但省钱的地方你根本没想到
一说激光焊设备,采购部就肉疼。进口激光器,动不动几百万。但你知道吗?维护成本与配件周期才是无底洞。我们早些年用某德系激光器,冷却水必须用指定型号,泵滤芯三个月一换,换一次好几千。后来国产货追上来,万瓦级光纤激光器,稳定性不输进口,服务还快。上次切割头保护镜片炸了,国产厂家第二天就派人来修,换了镜片,顺便帮我们优化了光路,没额外收钱。这服务,进口的可不想给。
 国产万瓦光纤激光切割焊接设备
国产万瓦光纤激光切割焊接设备
另外,很多人忽视焊接烟尘处理。激光焊烟尘细,容易进肺,环评越来越严。我们线上现在配了静电过滤加活性炭二级净化,成本是高了点,但工人健康无价,而且少了环保停工风险,长远看划算。还有光学镜片的寿命,洁净间保持正压,定期检查镜座温度,别等炸了才换。
问:薄板和厚板用激光焊,工艺区别有多大?
答:天壤之别。薄板(8毫米)难在熔深,一般要开破口,多层多道,用深熔焊模式,有时还得加填丝。而且厚板必须预热和后热,否则裂纹等着你。我们做过12毫米船用钢板,单道焊透了,但中心偏析导致的裂纹折腾两个月才找到最佳参数组合。别指望一套参数通吃。
最新实践:工艺的尽头是数据,数据的尽头是仿真
今年行业里最火的是什么?焊接过程数字孪生。听起来高大上,其实已经到了产线应用阶段。我们正在试一个项目:先建三维模型,模拟激光与材料交互,预测熔池形态、温度场和应力分布,再优化参数。以前靠试错,一块试板几百块,现在仿真跑几个小时,直接出焊接指导书。虽然软件挺贵,但对于复杂件,真的救命。
还有一点,激光焊接跟视觉引导与机器人补偿的结合。钣金件装夹总有误差,以前靠精密工装,现在用二维或三维视觉,机器人边寻位边焊,间隙稍大还能自动调送丝量。我们给一家电梯厂改造后,产能提升30%,废品率降到了0.5%以下。技术迭代太快了,你停下来,就被甩出去。
所以说,焊接这行,干久了反而谦卑。你以为你懂了,新材料、新工艺一出来,又得学。别信什么一招鲜吃遍天。激光焊接给了我们速度,但也要求我们更懂材料、更懂工艺、更懂数据。否则,设备再贵也就是堆废铁。