铸造行业的那些坑:从熔炼到精整,我们如何避雷?
昨天去了一家做灰铸铁的小厂,老板一见我就叹气——「刚废了两吨多,全是缩松,客户拒收。」我瞅了眼浇注系统,横浇道细得跟筷子似的,直浇道也没有窝座。这能不出问题?说实话,很多厂子干了十几年铸造,工艺设计还是拍脑袋,对吧。
但话又说回来,铸造这玩意儿,它真不是玄学,是实打实的物理化学。我搞了二十年,越干越胆小——熔炼温度差个20度,金相就差一个等级;型砂水分高0.1%,气孔就冒出来了。你还别不信。
今天不扯虚的,聊几个要命的细节,保不齐能帮你省几十万废品损失。
熔炼:铁水质量是爹
见过冲天炉熔炼的都知道,那场面——火花四溅,铁水奔腾。但现在都提倡电炉了,环保嘛。可换了中频炉,问题反而更多。去年有个做球铁的厂,石墨一直球化不良,查来查去,你猜怎么着?原铁水硫含量忽高忽低,球化剂根本没法精准加。他们居然信了供应商的「长效孕育剂」鬼话,结果金相里蠕虫状石墨一堆。❗教训:原铁水成分不稳定,后面都是白搭。
 铸造中频感应电炉熔炼铁水现场
铸造中频感应电炉熔炼铁水现场
💡熔炼环节三个坑:
- 废钢锈太多:油污、铁锈是氢的来源,氢致气孔了解一下?别省那点抛丸钱。
- 增碳剂质量差:石墨化不良,白口倾向大。一定要用经过高温提纯的石墨增碳剂,别用煤基的。
- 浇注温度靠感觉:「看着差不多就浇了」——这种话我从工艺员嘴里听过无数次。结果呢?薄壁件冷隔,厚壁件缩松。必须用浸入式热电偶,别迷信红外测温枪,那玩意儿受渣膜影响大。
模具与造型:细节决定死没死
说个真事。前年帮一家泵阀厂解决壳芯热裂。树脂砂工艺,芯子明明很硬,可铸钢件一浇进去就裂。所有人都盯着涂料和树脂比例,折腾半个月没进展。我去了现场,拿起一个芯子对着光——分型面有细微的飞边。就因为这个,合箱后型腔尺寸偏了0.3毫米,加上收缩应力,裂得理所当然。他们就没检过合箱精度。唉。
造型线速度越来越快,但检具还停留在卷尺时代。✅ 建议:三点要查——起模斜度到底合不合理?紧实率是不是用砂型硬度计实测?定位销间隙是不是超差?这些不是理论,是血的教训。
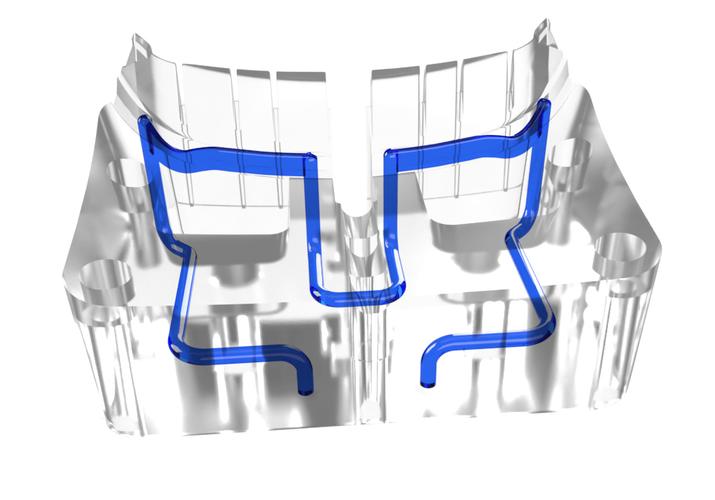
 铸造树脂砂造型模具合箱精度检测
铸造树脂砂造型模具合箱精度检测
问:手工造型和机器造型,怎么选?
答:小批量、大件,手工造型成本低,但依赖老师傅手感。大批量、精度要求高的,必须上造型线。可别以为自动线就能偷懒——型砂性能波动会让废品率坐上过山车。见过一条新东线,因为旧砂冷却不够,热砂导致膨润土烧损,半年报废了300吨铸件。所以说,设备是死的,人是活的,实时监测莫忘记。
问:为什么用了过滤器,还有夹渣?
答:过滤器不是万能的。首先要看放置位置——放在直浇道底部效果最好,放在横浇道末端打折扣。其次,过滤网孔径要匹配铸件厚度。还有,别迷信泡沫陶瓷过滤器,如果铁水温度低,过滤器本身就可能被冲蚀。实践里,配合浇注系统的稳流设计,比单纯加个过滤器强多了。比如那个倾转式浇注,可以极大减少二次氧化渣,你就说该不该试?
凝固与补缩:和时间赛跑的游戏
 凝固与补缩:和时间赛跑的游戏
凝固与补缩:和时间赛跑的游戏
缩孔、缩松,铸造界两大牛皮糖。计算机模拟普及后,我们以为能消灭它们了。结果呢?模拟软件给出的浇冒口方案,有时根本没法造型——冒口颈太短,起模就断。仿真得再漂亮,不考虑实际起模斜度、补缩通道的热损失,就是纸上谈兵。
这里提一个被严重低估的技术:局部激冷。在热节处下冷铁,可以改变凝固方向,实现顺序凝固。但冷铁怎么用?一定要干燥!带锈的冷铁就是气孔来源。另外,以前师傅们绑铁丝激冷,那是对小件,大件得用石墨冷铁或铜激冷器。胆子要大,心要细。
问:不锈钢铸件的缩尺怎么给?
答:这个问题好。很多人直接按1.8%~2%给,但凝固方式、型砂退让性影响很大。比如马氏体不锈钢,收缩就比奥氏体小;碱酚醛树脂砂的退让性好,收缩率可以取下限。最稳妥的方法:试模。先按1.8%做一副小试样,实测后修正,远比一次做大全模的风险低。
后处理:你以为打磨很简单?
 后处理:你以为打磨很简单?
后处理:你以为打磨很简单?
打磨工越来越难招,年轻人谁乐意天天戴口罩砂轮磨活儿?所以现在都在推自动化打磨,特别是机器人打磨单元。但搞自动化前,先解决铸件毛刺飞边的控制。如果落砂时就带了一堆大披缝,机器人只会给你磨成废品。根源在模具精度和型砂紧实度。还有,不锈钢打磨时的火花容易引发火灾,除尘系统得配火星捕捉器——这些小细节,书里不会写。
有个做阀门的企业,成品酸洗后老出现斑点,以为是材质问题。最后发现是抛丸用的钢丸里混进了不锈钢丸,造成铁污染。就这么小的事,折腾了三个月。所以呀,铸造这行,吃的是细节饭。你走得越深,越觉得自己啥都不懂。但只要肯蹲下来看每一个渣孔、每一条裂纹,总能有长进。行了,不啰嗦了,该去车间转转了。