数控机床精度衰减的真相:操作者最容易忽视的三个致命细节
上个月去江苏一家模具厂,老板拉着我吐苦水:“新买的五轴机床,才两年,精度就不行了,做出来的件超差0.03mm,客户直接退货!”我去车间转了一圈——环境温度28度,制冷空调对着床身直吹,冷却水箱半年没换液,操作工开机就干活,连预热都省了。当时我心里就咯噔一下……这精度不衰减才怪。
很多人以为数控机床是铁疙瘩,耐操。哪有那么简单!一台高端机床,机械部分娇气得很,尤其是主轴和丝杠,你伺候不好它,它立马给你颜色看。但话说回来,真正导致精度加速衰减的,往往不是什么大故障,而是一些细碎的操作习惯。 今天聊三个最最常见的坑,都是血泪教训换来的。
地基与温控——机床的“生长环境”比选型更重要
去年有个客户,进口了一台瑞士坐标磨,安装时图省事,直接放在普通混凝土地面上,还说“瑞士货结实”。结果半年后,Y轴直线度跑了0.015mm。厂家派人来查,发现地基震动频谱里有个18Hz的固定频峰——楼上空压站那台老式活塞机传下来的。你说冤不冤?几十万的床子,居然被个空压机搞残了。
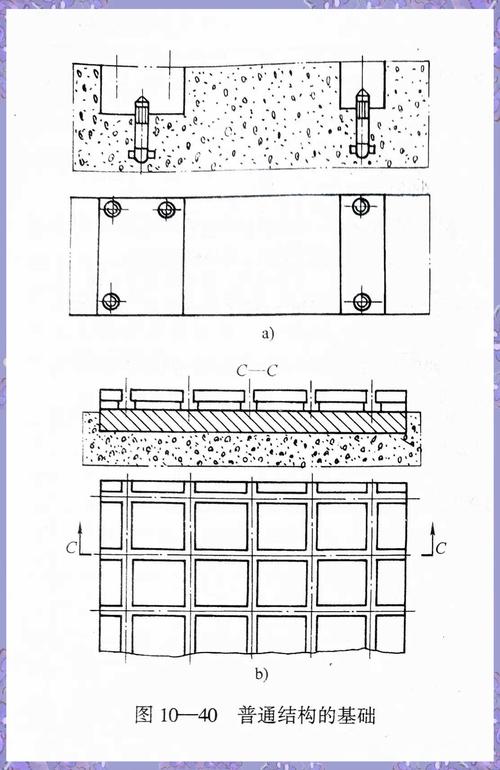 数控机床安装地基减震沟施工图
数控机床安装地基减震沟施工图
再说温度。很多人永远搞不懂恒温车间的重要性,总觉得“人舒服就行”。我见过最极端的例子,南方的工厂,夏天下午两点到四点,精度必定波动。为啥?车间顶部被太阳晒透,辐射热让Z轴光栅尺产生几微米的弯曲,闭环系统读到的位置是错的!解决方法其实特简单——关键设备上方加一个隔热顶棚,或者把空调风口调高一点。 但有几个车间主任会上心?他们只关心稼动率。
定位精度与重复定位精度:九成新手都理解错了
培训新员工时,我总爱问:“这台机床定位精度5μ,你连打三个孔,孔距能保证5μ吗?”他们往往点头。我只好苦笑——这完全是两个概念。定位精度是说机床指令走到某点,实际到达的位置与理论值的偏差范围;而重复定位精度呢,是它每次走回同一点的离散度。举个例子:你的机床可能每次钻孔都往左边偏4个微米,这叫定位误差,但每次偏得都一模一样,重复精度就极好。这时候,你只要在程序里补一个偏移量,孔距照样能控制到1微米。 可怕的是那种重复精度差的情况——有时候偏左2μ,有时候偏右3μ,你补都没法补。
问:那既然重复精度这么重要,日常怎么快速判断它有没有恶化?
答:最接地气的法子,还是用千分表打主轴端跳,然后写一段小程序让工作台来回走十个不同位置,每次回到原点看表针跳动。如果跳动突然比上次维护时大了0.01mm以上,别犹豫,赶紧查镶条松紧、丝杠间隙或者光栅尺污染。靠猜是猜不出来的,但数据不说谎。
 激光干涉仪测量数控机床重复定位精度现场
激光干涉仪测量数控机床重复定位精度现场
聊到这儿,突然想起一个挺反常识的现象。很多操作者以为用全新刀具、小切削量就能做出高精度,其实对精密配合面来说,适当的刀具磨损有时反而能带来更稳定的尺寸,因为刃口钝化后挤光效应增强。 不过这是另一个话题了,有空再展开。
热补偿——被人误解的“黑科技”
 热补偿——被人误解的“黑科技”
热补偿——被人误解的“黑科技”
现在稍微高端点的数控系统,都标配了热补偿模块。可很多厂压根就没真正用起来!为什么?觉得麻烦、不会建模、误以为传感器越多越好……典型的暴殄天物。我见过一个最离谱的操作:操作工自己拿红外测温枪扫一下主轴轴承座,然后手动输个补偿值进去——这跟抓瞎有什么区别?
其实热补偿的精髓不在于传感器数量,而在于找到热变形与关键尺寸之间的线性关系。比如一台卧式加工中心,它的主轴伸长量并不一定和轴承温度直接相关,倒可能跟丝杠预拉区域的温升有高度吻合的映射。你不做温度-位移标定,就永远找不准那个“拐点”。
问:为什么每天早上开机做的第一个工件,尺寸老是不对,要干一上午才能稳定下来?
答:这就是典型的“冷机效应”。机床在环境温度下停了一晚,所有铸铁件、丝杠、导轨都处于收缩状态。开机后,运动部件逐渐摩擦生热,结构开始不规则膨胀,这个过程会持续一到两小时。✅ 解决办法不是干等着,而是强制预热循环:编写一段空运行程序,让主轴以常用转速、工作台以常规速度全行程往复运动20分钟以上。 冬天尤其要这么做。有些老法师甚至会在程序里加入“暖机循环次数计数器”,不到次数机床不让干活——这习惯真的能保精度,也保机床寿命。
不过话说回来,这些年国产数控系统的进步确实让人惊喜。像华中数控新出的系统,热补偿算法已经能做到在线自学习,根据实时切削负载微调补偿曲线。当然,跟发那科、海德汉的最新系列比,在极端工况下的收敛速度还差一点,但价格摆在那儿,还要啥自行车?❗
最后说句扎心的话:操作者的眼睛,永远是最好的精度传感器。 听切削声音有没有发闷、看切屑颜色和形状、摸主轴锥孔有无微热……这些感觉,任何进口传感器都替代不了。机床是死的,人是活的。把每一个细节都当回事,国产机床也能干出德日的活。不信?你先把冷却液换成新鲜的再说,那玩意儿微生物繁殖后pH值一降,导轨锈蚀就在眼前。
对了,下回打算聊聊主轴拉刀力衰退的隐蔽故障——不知道有多少人遇到过换刀后立即出现的随机振纹?💡 留个悬念,你们先猜猜原因。