模具变形别总怪材料!老师傅打死不说的几个真相
上个月去一家汽配厂,老板拉着我大倒苦水:“这批模具才用了不到2000模,型腔塌角,抛光面全是麻点……”他怀疑是钢材有问题。我凑近一看,分型面排气槽堵得一塌糊涂,冷却水路布局更是一言难尽。说实话,这种问题我见太多了——模具一出毛病,第一反应就是材料不行,但设计和维护的坑,比材料严重十倍。
模具这行干久了,你就会发现:真正决定一套模具能不能打持久战的,往往是那些不起眼的细节。比如导柱导套的配合间隙多给了两丝,注塑机模板平行度跑偏了你自己都不知道……这些看似不致命的偏差,在几百吨锁模力反复蹂躏下,迟早演变成一场灾难。对吧?
模具设计:别再迷信“万能模板”了
前几天跟一个搞模具设计的小伙聊天,他说他们公司现在还在用十年前的标准模架库,产品改了就局部微调。我差点拍桌子——这不就是埋雷吗❓
现代注塑工艺越来越极端:高玻纤含量、高模温、高速填充……老一套的流道平衡计算和经验分型,根本扛不住。尤其是多腔精密模,哪怕一个浇口位置偏了0.5mm,各腔填充末端压力差就能飙到15%以上。结果呢?尺寸波动、内应力集中,变形开裂只是时间问题。
现在头部企业都在往模流分析和结构拓扑优化上靠。说个真事,去年我们团队接了一套汽车车灯透镜模具,客户给的周期短得离谱,二十天交样。传统方案做出来,试模三次,每次透镜表面都有熔接痕,材料PBT+30%玻纤,流动极难搞。后来索性推倒重来,用Moldflow跑了六组浇口方案,结合随形水路——就是那个激光烧结出来的异形水路,模具温度均匀性一下提上来了。结果?一次试模成功,熔接痕肉眼都找不着。那种柳暗花明的感觉,简直了❗
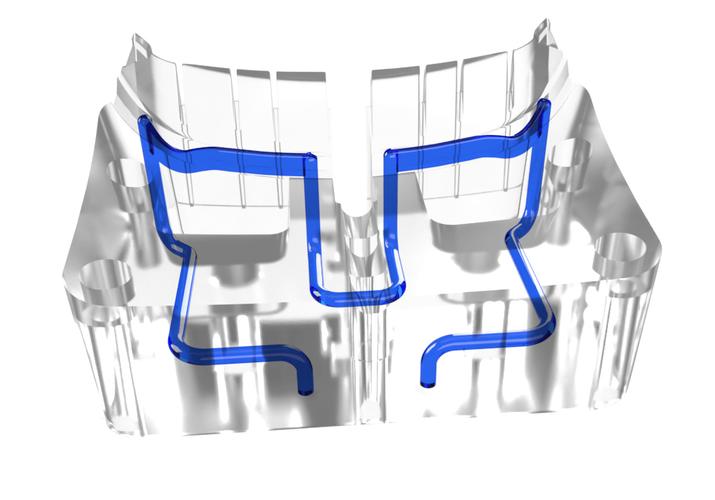 模具随形水路设计图激光烧结
模具随形水路设计图激光烧结
所以,设计这块,该花的仿真时间千万别省。省下来的试模成本,够你买好几套好钢了。你说是不是?
模具材料:贵的不一定对,对的肯定不便宜
 模具材料:贵的不一定对,对的肯定不便宜
模具材料:贵的不一定对,对的肯定不便宜
跑一趟模具钢市场,你能听到无数种“性价比”神话。什么“国产H13完全能替代进口8407”,什么“这种新型热作钢耐热性能比传统钢高30%”——广告词听听就好,当真你就输了。
我经手过一套铝合金压铸模,客户指定用某欧洲品牌的高热强性热作钢,单价一公斤破两百。采购嫌贵,偷偷换了一家小厂的同牌号料。表面硬度打出来一样,48HRC。结果怎么着?跑了不到四千模,冲蚀坑深得能卡指甲,材料在金相下一看,碳化物偏析带一条条跟刀刻似的。最后模具提前报废,算上停机损失,比那点钢材差价多了不止一个零。亏到姥姥家了💸
话又说回来,也不是所有情况都得上顶配。比如小型家电外壳PP料,模具寿命要求30万模以内,用P20类预硬钢完全够。关键看工况:接触的是腐蚀性树脂、还是高磨耗填充物;模具冷却急的,热疲劳裂纹敏感度就得优先考虑。这里面门道深得很。
💡 选材口诀:一看塑件精度,二看模次寿命,三看工艺条件(温度、压力、脱模剂)。都搞清楚了,再找供应商要质保书,重点看夹杂物等级和冲击韧性——光谱打一下成分只是门槛。
问: 模具开裂了,怎么快速判断是材料问题还是热处理问题?
答: 这个问题能问出来,说明你已经吃过亏了。其实很简单,断口先看宏观:脆性断裂区平整、有放射纹,韧窝区暗灰。然后切样做金相,未溶碳化物数量和分布一看便知。如果碳化物呈网状沿晶界析出,淬火温度高了或者冷速不够;如果断口附近有脱碳层,炉子气氛没控好。最怕的是那种二次硬化处理时回火不足,残余应力直接在加工中释放,裂得毫无预兆,哭都来不及。
问: 模具维护周期怎么定才合理?
答: 别信那些“每5000模保养一次”的笼统说法。每条模具的维护计划,得靠数据说话。现在我一般建议在模具上装计数器、压力传感器和模温监控,模次到了一定基数,拆模检查排气槽深度、顶杆磨损、滑块贴合率。特别是高光面,一旦出现微缩裂,马上补焊打磨,不然扩散起来整块报废。另外,维护记录务必电子化,别用破本子乱记,这个事儿不管多强调都不过分。
数字化救命:从“坏了再修”到“提前预警”
工业4.0喊了那么多年,真正落到模具管理上的,寥寥无几。但变化正在发生。去年德国K展,我看到一套压铸模集成了应变片和热电偶,实时回传数据给上位机,AI模型预测剩余寿命,精度能达到±500模。这不比凭感觉停机检查强?
国内也有先行者。宁波一家模架厂给每条模具打上RFID标签,从试模开始,所有工艺参数、维修记录、型面激光扫描数据全上云。哪天客户说尺寸超差了,系统自动调出历史曲线,问题溯源从一两天缩短到十分钟。这种透明化的威力,用过的都说香。当然,小厂可能觉得投入大,但哪怕先用个Excel表格把核心参数记起来,也比光靠脑子强。
 模具管理系统数字化监控界面
模具管理系统数字化监控界面
最后说个感触吧。入行十几年,看着模具从手工抛光到五轴高速铣,从普通机床到μ级加工中心,技术的进步令人恍惚。但有些东西没变:对细节的尊重,对异常的敏锐,还有打破砂锅问到底的偏执。模具这行,聪明人太多,肯下笨功夫的少。恰是那些把冷却水道多擦一遍、把螺栓扭矩多核一次的人,笑到了最后。
下次你的模具再出幺蛾子,别急着骂钢材。拿上手电,趴下去看分型面,查查水路结垢,调出注塑机锁模力曲线……真相,往往就藏在你看不见的地方。