当AI遇见流水线:工业视觉检测的实战与陷阱
去年在东莞一家连接器厂,我亲眼看着一个做了二十年质检的老陈,被一套新上的AI检测系统气得拍桌子。他揪着调试工程师的衣领吼:“这玩意儿说我漏检?老子眼睛就是尺!” ——后来呢,一个月后,老陈成了这套系统最狂热的布道者,逢人就讲“那机器确实比我准”。
说实话,工业视觉检测这行,这种故事每天都在上演。它不是简单的“机器换人”,而是一场充满博弈和意外的深度变革。精度、速度、漏杀率……这些冰冷参数背后,是真实的人性碰撞。
但你知道吗?很多工厂花几百万上视觉检测,最后沦为摆设。问题出在哪?
从“看得见”到“看得懂”:视觉检测的硬核门槛
很多人以为,架个工业相机,接个算法盒子,这事就成了。哪有那么简单。❕
我曾经去宁波一家汽配厂,他们用传统算法做缺陷检测,产品是涡轮叶片上的微裂纹。光源打了十二个角度,算法写了三百条规则,结果——还是把一道划痕错判成裂纹,导致批次报废。老板脸都绿了。为什么?因为工业现场的复杂度远超实验室:油污、震动、环境光变化……随便一个变量都能让精心调优的模型崩盘。
这里就引出第一个关键问题:
问:视觉检测是不是相机越贵越好?
答:大错特错。我见过太多花几十万买高分辨率线扫相机的厂子,最后拍出来的图像细节确实惊艳,但算法处理不过来,产线节拍跟不上,直接废掉。真正的核心是光学方案。怎么打光、怎么消除反光、怎么突出缺陷特征——这往往比算法本身还重要。一台基线合适的低端相机,配一套聪明光源,效果能吊打无脑堆硬件。💡
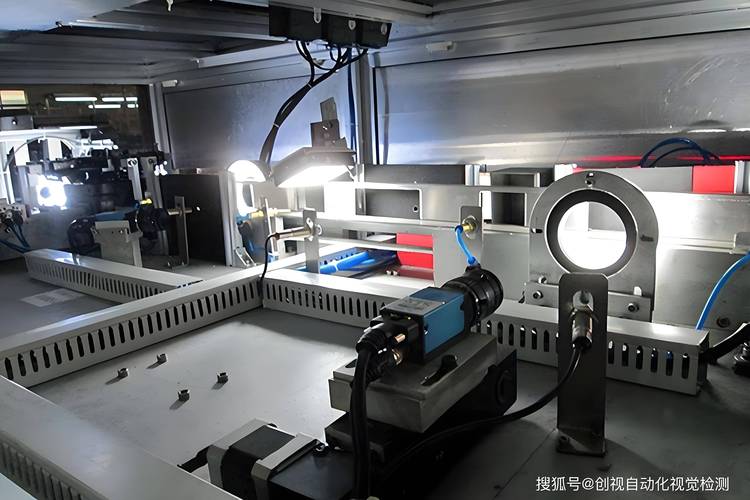 工业视觉检测多角度光源布置实拍
工业视觉检测多角度光源布置实拍
而且,搞视觉检测最怕“完美主义”。有一次我参与一个手机中框外观检测项目,客户要求零瑕疵——任何直径超0.1毫米的划痕都要抓出。结果呢?过杀率飙到40%,复检线又排了七八个人,相当于把人工质检挪了个位置。后来我们硬着头皮跟客户磨,把标准调到“影响功能的划痕才判退”,整体效率才跑通。
这就是现实:在线检测必须在精度和效率之间找平衡,不是你死我活,是妥协的艺术。
AI入场后,事情变得更“妖”了
深度学习一来,好像一切都能解决了。但说实话,坑更多了。
比如数据标注。去年我给一家锂电池厂做极片表面缺陷检测,需要标注一万张缺陷图片。厂里派了三个年轻质检员帮忙,结果三个人对同一张图给出三种标签——一个说是“划痕”,一个说是“褶皱”,一个说是“正常纹理”。最后我们专门花了两周开会,制定了一本三十页的缺陷分类标准书,才勉强统一口径。你看,AI检测的根本问题,不是算法,是人对“缺陷”的定义本身就模糊。
还有更气人的。某次用深度学习做焊点检测,离线验证准确率99.5%,上线直接掉到82%。排查了三天,发现因为训练数据都是下午拍的,而产线上午的光线偏冷,导致过曝区域被误判。所以说,工业AI落地,差一个细节就是天壤之别。
 工厂产线AI焊点缺陷实时检测画面
工厂产线AI焊点缺陷实时检测画面
问:传统算法和AI视觉该怎么选?
答:取决于你的缺陷类型。如果是规则明确、背景单一的检测(比如尺寸测量、字符识别),传统算法稳定又便宜。如果缺陷形态千变万化(比如布匹瑕疵、铸件表面缩孔),AI优势巨大。但切记——AI不是万能药。我曾经见过一个项目,AI把模具的正常纹理当成裂纹狂报警,停机了二十次,最终还是靠老师傅调了半个月的传统滤波规则才压住。混合方案往往是目前最优解。🔧
数据、标准、人:绕不开的三大暗礁
 数据、标准、人:绕不开的三大暗礁
数据、标准、人:绕不开的三大暗礁
做这行越久,我越觉得,检测的本质不是技术,是管理。
你看,一套视觉系统上线,首先需要工艺部门给出明确的质量边界。但现实呢?多数工厂的工艺文件上写着“表面无明显瑕疵”——什么叫“明显”?这种模糊词落到代码里就是灾难。你得逼着他们量化:划痕长度超过3毫米且深度触及基材?OK,才能变成特征提取的阈值。
其次是数据闭环。很多工厂迷信“一键智能”,以为系统能自学习、自优化。醒醒吧!没有持续的人工复判与数据回流,模型只会慢慢退化。我见过最离谱的案例:一个螺丝检测线,AI模型运行半年后漏检率从0.2%升到3.5%,原因竟是供应商偷偷换了材料批次,光反射特性变化了,而模型压根没更新。
最后是人。老质检员不是敌人,是宝。他们的经验能告诉你哪些是真正致命的缺陷,哪些可以放过。强行用机器替代所有人,往往会遭到隐性抵制——比如工人会故意在镜头前晃一下手,制造误报,就为了证明“机器不行”。相反,像老陈那样,让他参与制定标准、审核模型,反而会变成内部推广的助燃剂。🤝
所以别只盯着算法精度看。整体检测系统效能 = 技术可行性 × 工艺清晰度 × 人员配合度。三个因子里任何一个为零,结果就是零。
未来已经来了,只是分布不均
 未来已经来了,只是分布不均
未来已经来了,只是分布不均
现在最前沿的玩法是什么?不是单纯检出缺陷,而是缺陷预测。通过时序数据分析,在缺陷即将产生前就调整工艺参数。比如注塑件的缩痕,不是等到成型后再检,而是在模腔内压力异常时立刻预警。我们正在常州一家工厂试点,把视觉系统与注塑机控制器打通,不良率从1.2%压到了0.3%——这才是检测该有的高级形态。
另外,3D视觉检测也开始普及,特别是对高度、体积敏感的场景,比如PCB锡膏厚度检测、焊缝余高测量。但成本还是硬伤,一套高精度3D传感器动辄十几万,多数中小厂承受不起。
说到底,工业检测这行,没有银弹。每一个落地案例都是技术、成本、人性反复纠缠的结果。那些吹得天花乱坠的PPT,上了产线往往满地鸡毛。但即便如此,我依然乐观——因为愿意像老陈那样,从愤怒到拥抱的人越来越多。毕竟,承认机器在某些方面比自己强,需要勇气,更需要对品质的敬畏。
这就是我干了十几年检测最深的一点体会:最好的检测系统,不是最聪明的,而是最被一线接纳的。