干测量二十年,我踩过的坑比测过的零件还多
说实话,我入行那年,师傅扔给我一把游标卡尺,说:“先量三天废料,手感不对别碰活儿。”我当时觉得这老头儿太轴。现在想想——真是救了我。
测量这行啊,入门简单,一把卡尺、一个千分尺就能开干。但越干越怕。怕什么?怕那个你自认为测得准的尺寸,到了装配线就变成废品。
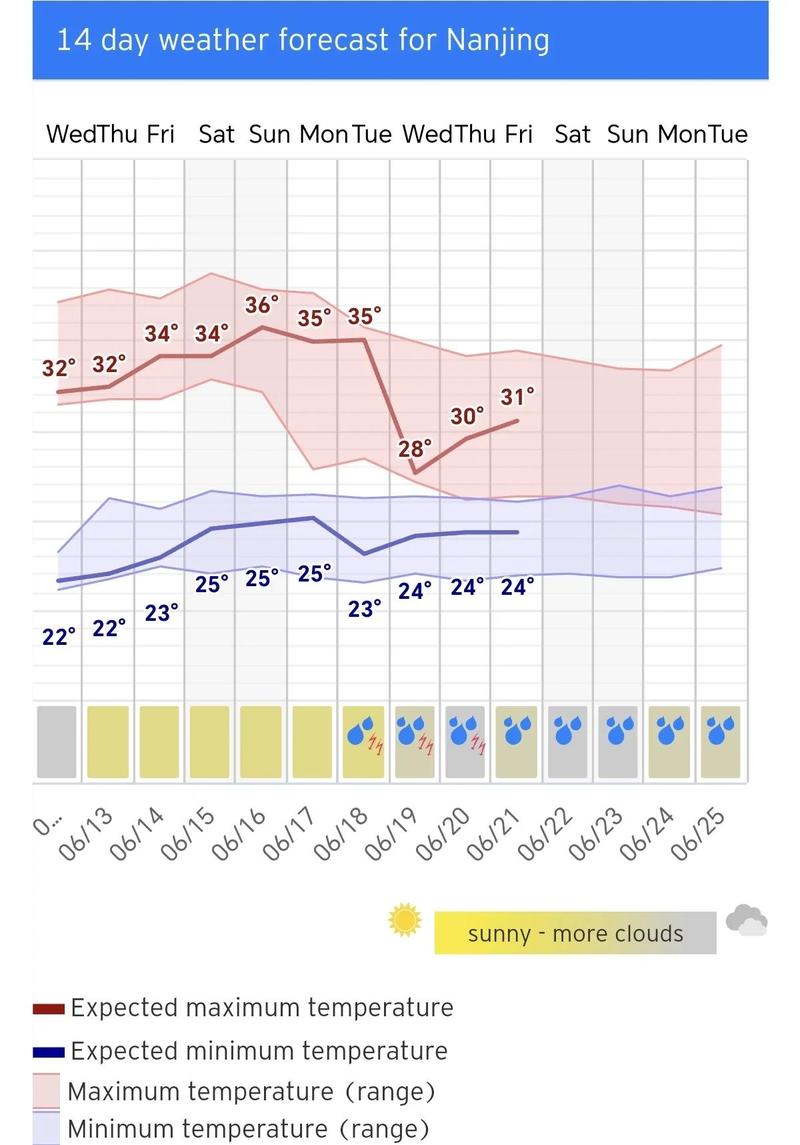
去年有个事儿,现在提起来还胸口疼。一批轴件,车间用气动量仪全检OK,发到客户那儿装机就异响。复测三天,最后发现是测量环境温度差了5度——5度啊!钢件热胀冷缩,0.01毫米就飞了。
 车间温度变化导致测量误差对比图
精度?先搞清楚你的“尺子”到底准不准
量具校准这事儿,多少小厂根本不重视。我见过用卡尺用到刻度都磨没了还在用的。问就是“我们一直这么量,没出过事。” 没出事不代表没问题,只是还没到爆雷的时候。
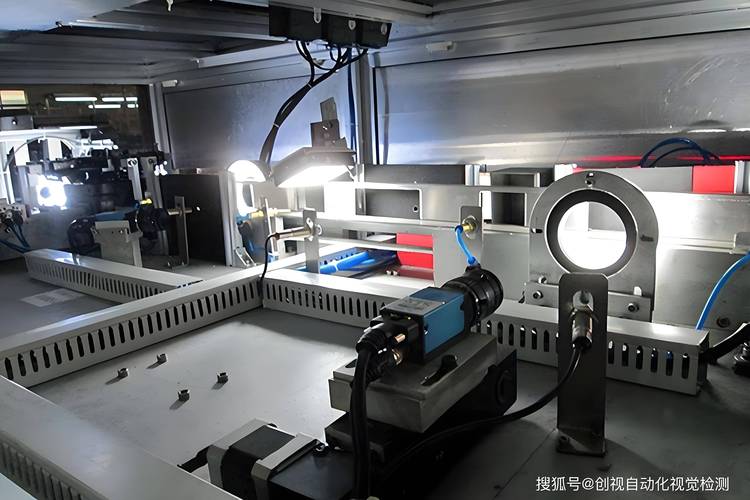
现在搞数字化工厂,在线测量传感器直接装产线上。数据实时传MES,看着挺高科技。可你知道吗?传感器本身的漂移,比机械量具还难察觉。
上个月帮一家供应商做过程能力分析,Cpk值忽高忽低。查了半天,发现激光位移传感器镜头被油雾糊了一层,光斑都变形了。操作工说:“我以为擦擦就行。” 擦拭方法不对,反而划伤了镜片。💡
所以啊,校准不是贴个绿色标签就完事。你得懂你的测量设备,它怕什么,什么情况下会骗你。
三坐标测量机扫描带锥度的内孔
三坐标的测量策略比探针校准更重要。比如薄壁件,夹紧变形会让测量结果毫无意义。你得先分析装夹状态,甚至用非接触式扫描。去年我们测一个变速箱壳体,接触式打点怎么都超差,后来用蓝光扫描一看——毛坯本身变形了,加工基准就没找对。❌
问与答:测量系统分析真有那么神?
问:GRR%必须小于10%才合格?我们公司非要做到5%以下,是不是有病?
答:哈哈,我碰到过。有的质量经理看报表只看一个数。GRR%小于10%是传统准则,但对于关键特性,比如发动机燃油喷射孔,10%的测量误差可能导致整个批次报废。 但盲目追求5%也会产生过度调整的成本。 重点是分辨测量变差的来源——是重复性差还是再现性差?操作员之间不一致?量具本身不行?还是零件内变差太大?一口气全归于测量系统,冤枉。
问:我们产线用了在线测量,为什么还要抽检?不是实时控制了吗?
答:在线测量解决的是趋势监控,但无法替代周期性精度验证。因为在线测量所处的环境恶劣——振动、切削液、温度波动,它自身的偏移很难自检。我建议每天首件用经过校准的离线设备比对一次,不然出了问题就是批量事故。✅
表面粗糙度轮廓仪分析缸孔珩磨纹理
车间温度变化导致测量误差对比图
精度?先搞清楚你的“尺子”到底准不准
量具校准这事儿,多少小厂根本不重视。我见过用卡尺用到刻度都磨没了还在用的。问就是“我们一直这么量,没出过事。” 没出事不代表没问题,只是还没到爆雷的时候。
现在搞数字化工厂,在线测量传感器直接装产线上。数据实时传MES,看着挺高科技。可你知道吗?传感器本身的漂移,比机械量具还难察觉。
上个月帮一家供应商做过程能力分析,Cpk值忽高忽低。查了半天,发现激光位移传感器镜头被油雾糊了一层,光斑都变形了。操作工说:“我以为擦擦就行。” 擦拭方法不对,反而划伤了镜片。💡
所以啊,校准不是贴个绿色标签就完事。你得懂你的测量设备,它怕什么,什么情况下会骗你。
三坐标测量机扫描带锥度的内孔
三坐标的测量策略比探针校准更重要。比如薄壁件,夹紧变形会让测量结果毫无意义。你得先分析装夹状态,甚至用非接触式扫描。去年我们测一个变速箱壳体,接触式打点怎么都超差,后来用蓝光扫描一看——毛坯本身变形了,加工基准就没找对。❌
问与答:测量系统分析真有那么神?
问:GRR%必须小于10%才合格?我们公司非要做到5%以下,是不是有病?
答:哈哈,我碰到过。有的质量经理看报表只看一个数。GRR%小于10%是传统准则,但对于关键特性,比如发动机燃油喷射孔,10%的测量误差可能导致整个批次报废。 但盲目追求5%也会产生过度调整的成本。 重点是分辨测量变差的来源——是重复性差还是再现性差?操作员之间不一致?量具本身不行?还是零件内变差太大?一口气全归于测量系统,冤枉。
问:我们产线用了在线测量,为什么还要抽检?不是实时控制了吗?
答:在线测量解决的是趋势监控,但无法替代周期性精度验证。因为在线测量所处的环境恶劣——振动、切削液、温度波动,它自身的偏移很难自检。我建议每天首件用经过校准的离线设备比对一次,不然出了问题就是批量事故。✅
表面粗糙度轮廓仪分析缸孔珩磨纹理
 车间温度变化导致测量误差对比图
车间温度变化导致测量误差对比图
精度?先搞清楚你的“尺子”到底准不准
 精度?先搞清楚你的“尺子”到底准不准
量具校准这事儿,多少小厂根本不重视。我见过用卡尺用到刻度都磨没了还在用的。问就是“我们一直这么量,没出过事。” 没出事不代表没问题,只是还没到爆雷的时候。
现在搞数字化工厂,在线测量传感器直接装产线上。数据实时传MES,看着挺高科技。可你知道吗?传感器本身的漂移,比机械量具还难察觉。
上个月帮一家供应商做过程能力分析,Cpk值忽高忽低。查了半天,发现激光位移传感器镜头被油雾糊了一层,光斑都变形了。操作工说:“我以为擦擦就行。” 擦拭方法不对,反而划伤了镜片。💡
所以啊,校准不是贴个绿色标签就完事。你得懂你的测量设备,它怕什么,什么情况下会骗你。
精度?先搞清楚你的“尺子”到底准不准
量具校准这事儿,多少小厂根本不重视。我见过用卡尺用到刻度都磨没了还在用的。问就是“我们一直这么量,没出过事。” 没出事不代表没问题,只是还没到爆雷的时候。
现在搞数字化工厂,在线测量传感器直接装产线上。数据实时传MES,看着挺高科技。可你知道吗?传感器本身的漂移,比机械量具还难察觉。
上个月帮一家供应商做过程能力分析,Cpk值忽高忽低。查了半天,发现激光位移传感器镜头被油雾糊了一层,光斑都变形了。操作工说:“我以为擦擦就行。” 擦拭方法不对,反而划伤了镜片。💡
所以啊,校准不是贴个绿色标签就完事。你得懂你的测量设备,它怕什么,什么情况下会骗你。
三坐标编程那点事儿,软件再聪明也得人动脑
现在招测量工程师,简历上个个写着“精通蔡司、海克斯康”。真上手一试,建个坐标系能纠结半小时。 有次我考一个新人:零件图纸基准是个内孔,但内孔有锥度,你采四个点还是八点?差一个点,评价出来的位置度能差出0.02。他愣了半天,说软件默认四个。默认?默认有时候就是坑。 三坐标测量机扫描带锥度的内孔
三坐标的测量策略比探针校准更重要。比如薄壁件,夹紧变形会让测量结果毫无意义。你得先分析装夹状态,甚至用非接触式扫描。去年我们测一个变速箱壳体,接触式打点怎么都超差,后来用蓝光扫描一看——毛坯本身变形了,加工基准就没找对。❌
三坐标测量机扫描带锥度的内孔
三坐标的测量策略比探针校准更重要。比如薄壁件,夹紧变形会让测量结果毫无意义。你得先分析装夹状态,甚至用非接触式扫描。去年我们测一个变速箱壳体,接触式打点怎么都超差,后来用蓝光扫描一看——毛坯本身变形了,加工基准就没找对。❌
问与答:测量系统分析真有那么神?
 问与答:测量系统分析真有那么神?
问:GRR%必须小于10%才合格?我们公司非要做到5%以下,是不是有病?
答:哈哈,我碰到过。有的质量经理看报表只看一个数。GRR%小于10%是传统准则,但对于关键特性,比如发动机燃油喷射孔,10%的测量误差可能导致整个批次报废。 但盲目追求5%也会产生过度调整的成本。 重点是分辨测量变差的来源——是重复性差还是再现性差?操作员之间不一致?量具本身不行?还是零件内变差太大?一口气全归于测量系统,冤枉。
问:我们产线用了在线测量,为什么还要抽检?不是实时控制了吗?
答:在线测量解决的是趋势监控,但无法替代周期性精度验证。因为在线测量所处的环境恶劣——振动、切削液、温度波动,它自身的偏移很难自检。我建议每天首件用经过校准的离线设备比对一次,不然出了问题就是批量事故。✅
问与答:测量系统分析真有那么神?
问:GRR%必须小于10%才合格?我们公司非要做到5%以下,是不是有病?
答:哈哈,我碰到过。有的质量经理看报表只看一个数。GRR%小于10%是传统准则,但对于关键特性,比如发动机燃油喷射孔,10%的测量误差可能导致整个批次报废。 但盲目追求5%也会产生过度调整的成本。 重点是分辨测量变差的来源——是重复性差还是再现性差?操作员之间不一致?量具本身不行?还是零件内变差太大?一口气全归于测量系统,冤枉。
问:我们产线用了在线测量,为什么还要抽检?不是实时控制了吗?
答:在线测量解决的是趋势监控,但无法替代周期性精度验证。因为在线测量所处的环境恶劣——振动、切削液、温度波动,它自身的偏移很难自检。我建议每天首件用经过校准的离线设备比对一次,不然出了问题就是批量事故。✅
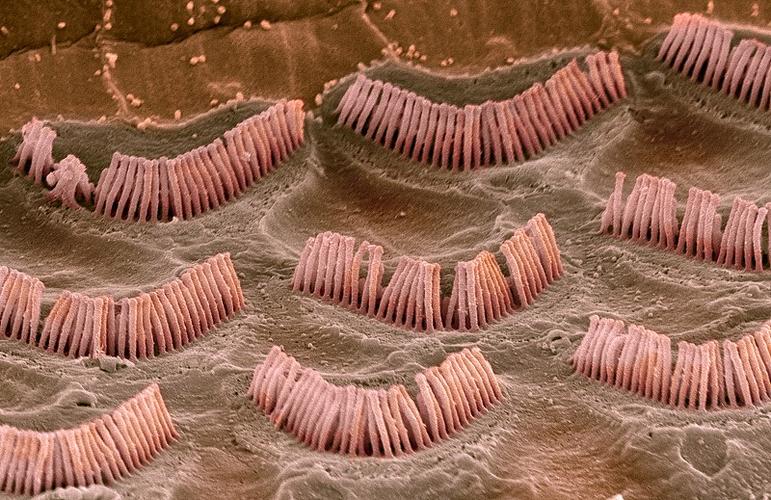
粗糙度那点Ra,根本不够用
聊到表面粗糙度,大部分人就认识个Ra。可实际加工出来的纹理,有的是划痕,有的是振纹,Ra值一样,密封性天差地别。特别是液压阀芯,Rz和Rmax不看,油膜一破就卡死。 我见过最离谱的图纸:标个粗糙度6.3,没任何其他符号。加工厂直接用砂带机抛一遍,看着亮晶晶,实际轮廓峰谷全被磨塌了,滑动轴承配合一跑就起热。 粗糙度不是越光滑越好,要匹配功能需求。 现在汽车行业推Rk系列参数,支撑率曲线才是关键。可惜很多设计人员自己都没搞明白。🙄 表面粗糙度轮廓仪分析缸孔珩磨纹理
表面粗糙度轮廓仪分析缸孔珩磨纹理