喷涂车间生存指南:没有意外,只有惊喜?
真服了。又一批工件涂层起泡——老板脸都绿了。喷涂这活儿,看上去简单:喷枪一挥,油漆覆盖。实际呢?温湿度、气压、枪距、走速……任何一个参数飘了,出来的就是废品。说实话,我刚入行那会儿,觉得喷涂全靠手感,老师傅们叼着烟眯着眼,随手一喷就完美。我喷出来不是流挂就是橘皮——那种挫败感,❗爆表。
 汽车喷涂涂层缺陷橘皮针孔对比
问:怎么判断喷涂前处理有没有问题?
答:最简单,看水膜。把工件浸入清水再提起,如果水膜连续完整,说明除油除锈OK;如果水珠四散,局部有水渍,那就是处理不干净。别偷懒,前处理是喷涂的底裤——露不得。
工业静电喷涂生产线粉末喷涂车间
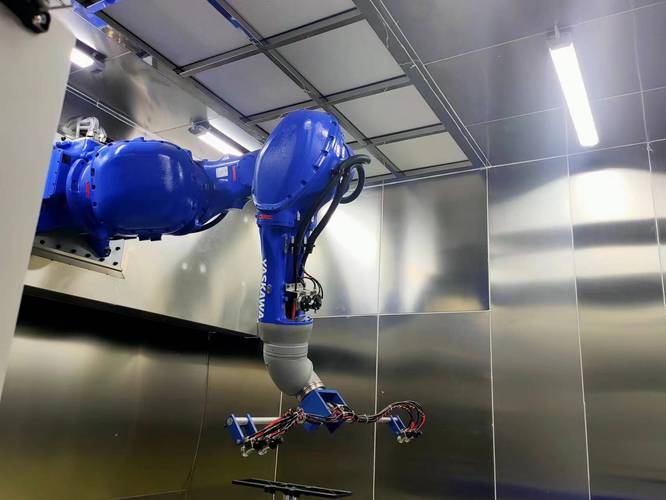
机器人喷涂:稳到无聊
说实话,自从上了喷涂机器人,我少了半夜被叫去修缺陷的焦虑。机器人不懂偷懒,参数恒定,轨迹精准,漆膜厚度均匀得让我这个人类汗颜。编程是苦活,示教器一个个点去对,但一旦搞定,重复精度0.1mm。但是机器人不是万能。工件稍微变形,它就不认了,撞枪——修起来心疼。还有雾化的参数,还得人来调。所以别神话自动化,人是最后把关的。现在有带3D视觉的喷涂机器人,能自适应工件外形。装了那种系统后,单件小批量喷涂也敢接——以前想都不敢想。💡
汽车喷涂涂层缺陷橘皮针孔对比
问:怎么判断喷涂前处理有没有问题?
答:最简单,看水膜。把工件浸入清水再提起,如果水膜连续完整,说明除油除锈OK;如果水珠四散,局部有水渍,那就是处理不干净。别偷懒,前处理是喷涂的底裤——露不得。
工业静电喷涂生产线粉末喷涂车间
机器人喷涂:稳到无聊
说实话,自从上了喷涂机器人,我少了半夜被叫去修缺陷的焦虑。机器人不懂偷懒,参数恒定,轨迹精准,漆膜厚度均匀得让我这个人类汗颜。编程是苦活,示教器一个个点去对,但一旦搞定,重复精度0.1mm。但是机器人不是万能。工件稍微变形,它就不认了,撞枪——修起来心疼。还有雾化的参数,还得人来调。所以别神话自动化,人是最后把关的。现在有带3D视觉的喷涂机器人,能自适应工件外形。装了那种系统后,单件小批量喷涂也敢接——以前想都不敢想。💡
涂层缺陷:那些让人崩溃的瞬间
橘皮最常见。表面皱皱巴巴,像橘子皮——对,就叫这名字。原因?油漆粘度太高,或者溶剂挥发太快,流平没到位。解决?调整稀释剂比例,适当提高环境温度让漆膜流平——但也别调太稀,不然流挂给你看。流挂就是油漆像眼泪一样垂直流下,丑到哭。还有针孔,像被针扎过一样的小洞。多半是底材潮湿,或者压缩空气里有水有油。得,空压机放水,加装油水分离器。这些细节,书本不会告诉你多重要,实际车间里要是忽略了,等着返工吧。 汽车喷涂涂层缺陷橘皮针孔对比
问:怎么判断喷涂前处理有没有问题?
答:最简单,看水膜。把工件浸入清水再提起,如果水膜连续完整,说明除油除锈OK;如果水珠四散,局部有水渍,那就是处理不干净。别偷懒,前处理是喷涂的底裤——露不得。
汽车喷涂涂层缺陷橘皮针孔对比
问:怎么判断喷涂前处理有没有问题?
答:最简单,看水膜。把工件浸入清水再提起,如果水膜连续完整,说明除油除锈OK;如果水珠四散,局部有水渍,那就是处理不干净。别偷懒,前处理是喷涂的底裤——露不得。
静电喷涂:真不是玄学
搞喷涂的都知道静电喷涂。高压静电使油漆雾化带电,工件接地,带电漆雾被吸附到工件表面,连背面都能被包围——这叫环抱效应。效率高,省漆。但静电喷涂也作妖。曾经我遇到一个怪事:同一批工件,有的地方喷得很厚,有的露底。查了半天,工件挂具导电不良!挂具上结了一层漆皮,绝缘了。气得想砸枪。❗所以,挂具定期焚烧或脱漆,别等出问题再救火。 问:粉末喷涂和液体喷涂,到底选哪个? 答:看需求。粉末喷涂零VOC,环保,涂层厚,耐腐蚀好,适合重防腐。但换色麻烦,要清理整个系统。液体喷涂颜色灵活,薄涂层,适合外观要求高的。现在汽车面漆全是液体。但是粉末也进步了,低温固化粉末,外观能跟液体拼。没有绝对好坏,只有适不适合你的产品。 工业静电喷涂生产线粉末喷涂车间
工业静电喷涂生产线粉末喷涂车间
机器人喷涂:稳到无聊
 机器人喷涂:稳到无聊
说实话,自从上了喷涂机器人,我少了半夜被叫去修缺陷的焦虑。机器人不懂偷懒,参数恒定,轨迹精准,漆膜厚度均匀得让我这个人类汗颜。编程是苦活,示教器一个个点去对,但一旦搞定,重复精度0.1mm。但是机器人不是万能。工件稍微变形,它就不认了,撞枪——修起来心疼。还有雾化的参数,还得人来调。所以别神话自动化,人是最后把关的。现在有带3D视觉的喷涂机器人,能自适应工件外形。装了那种系统后,单件小批量喷涂也敢接——以前想都不敢想。💡
机器人喷涂:稳到无聊
说实话,自从上了喷涂机器人,我少了半夜被叫去修缺陷的焦虑。机器人不懂偷懒,参数恒定,轨迹精准,漆膜厚度均匀得让我这个人类汗颜。编程是苦活,示教器一个个点去对,但一旦搞定,重复精度0.1mm。但是机器人不是万能。工件稍微变形,它就不认了,撞枪——修起来心疼。还有雾化的参数,还得人来调。所以别神话自动化,人是最后把关的。现在有带3D视觉的喷涂机器人,能自适应工件外形。装了那种系统后,单件小批量喷涂也敢接——以前想都不敢想。💡


![原创
西安24小时道路救援拖车-附近24小时流动补胎[距离100米]](http://p4.itc.cn/images01/20230405/d459603686774fd5ad37a77a1fe0217c.jpeg)