模具钢选材:别再迷信“万金油”了,实战避坑指南
上个月,车间里报废了一套拉伸模,才冲了不到8000件,表面就拉出一条深深的沟槽。老板脸都绿了……选的可是某进口牌子的“通用型”冷作钢啊!一查硬度,HRC58,理论上不算低。但切开一看,碳化物偏析得一塌糊涂。我捏着那块废料,心里只想骂人:模具钢这东西,真不是看个牌号就能闭眼入的。
说实话,干我们这行的,谁没被材料坑过几回?Cr12MoV被吹得神乎其神,结果你拿去做高精度冲裁,刃口崩得跟狗啃的似的。不是钢不好——是你用错了地方!还有H13,热作模具钢里的老大哥,但你要是热处理不到位,它还不如一坨45号钢耐造。对吧?
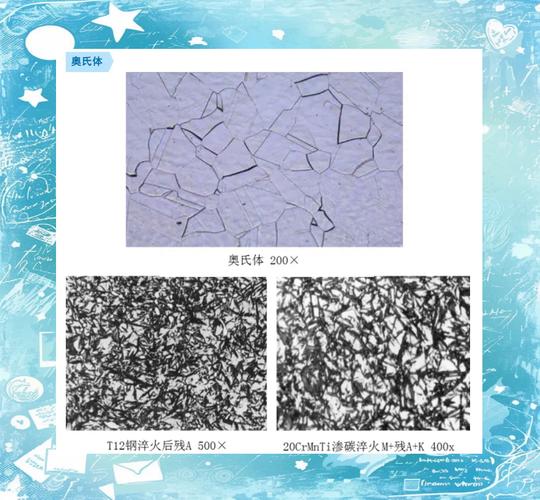 不同牌号模具钢金相组织对比
不同牌号模具钢金相组织对比
这些年跟模具钢打交道,最大的体会是:选材就像谈恋爱,没有最好的,只有最合适的。你得清楚你的模具要承受什么——是冲击?还是摩擦?是高温?还是腐蚀?然后才能对上号。可悲的是,很多厂还在用“一招鲜”思维,恨不得一款SKD11包打天下。别!醒醒吧!
冷作、热作、塑料模,需求天差地别
冷作模具钢,关键词就是高硬度、高耐磨,同时还得有一定韧性。因为冷冲压、冷挤压、冷镦这些,模具表面要承受极大的压应力和摩擦力。典型如Cr12MoV、SKD11、DC53,它们碳含量比较高,铬含量也高,能形成坚硬的碳化物。但!碳化物多了,韧性就牺牲了。你拿Cr12MoV去做承受剧烈冲击的冷镦模?崩刃崩到你怀疑人生。这时候就该选韧性更好的油钢,比如O1;或者粉末冶金高速钢,如ASP-23,虽然贵,但寿命长。
热作模具钢呢?工作环境是另一个极端:反复加热冷却,温度能从300℃到700℃来回折腾。还要承受液态金属的冲刷。它不需要极端硬度,但必须红硬性好、抗热疲劳、导热强。H13就是标杆,还有8407、QRO 90 Supreme这类改良型。我有次接了个压铸铝合金的项目,图便宜用了国产电炉料H13,结果没用两天就龟裂了。客户差点把模具扔我脸上!后来换成进口电渣重熔的8407,做了真空热处理加表面氮化,一模干了五万件还光溜溜的。你说气不气人?就是差在冶金质量和热处理上。
塑料模具钢往往被低估。很多人觉得:不就是注塑个塑料件嘛,P20、718H随便用用。错了!现在电子连接器、光学透镜这类精密件,模具表面粗糙度要磨到Ra0.01μm,靠的就是高纯净度的镜面钢,比如S-STAR、M333。含硫易切削钢?千万别用,抛光时就是一个坑。更别提加玻纤的工程塑料,那磨损叫一个快。得用耐蚀、耐磨的粉末钢,成本是高,可比起频繁修模,值!
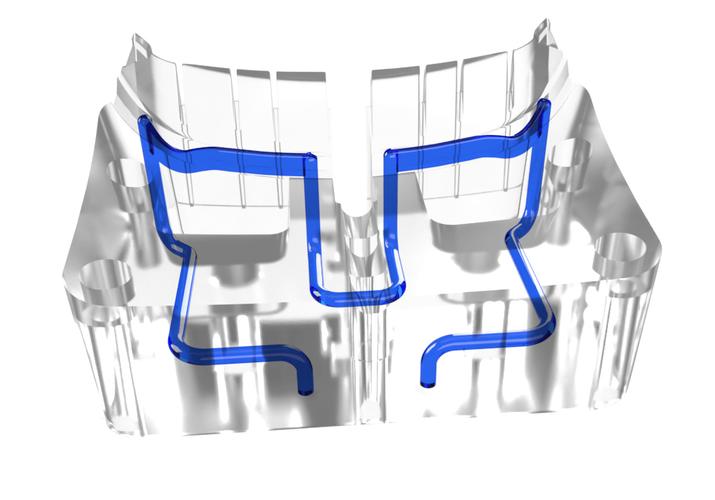
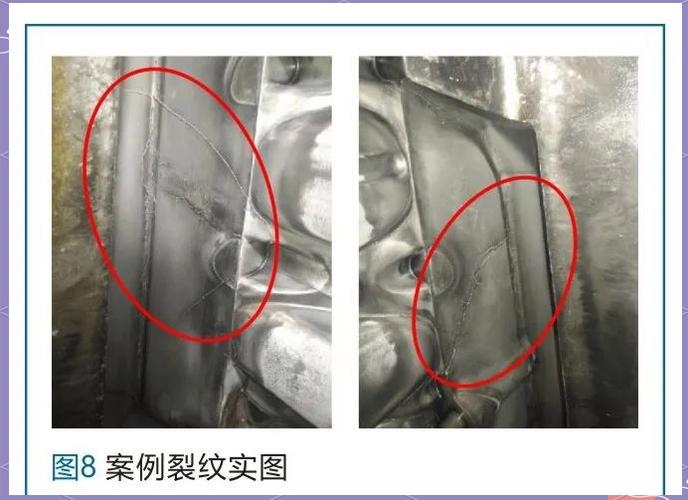 压铸模具热疲劳裂纹示意
压铸模具热疲劳裂纹示意
热处理:模具钢的灵魂
 热处理:模具钢的灵魂
热处理:模具钢的灵魂
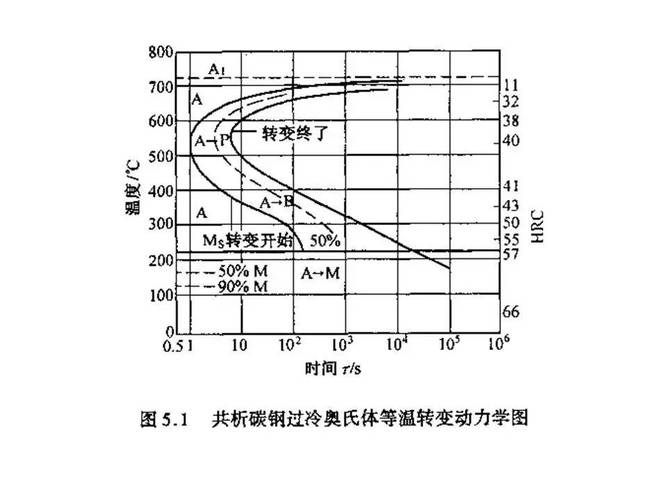
不知道你们有没有这种感觉:同样的钢,热处理搞不懂,出来的东西就是两个性格。淬火温度差个10℃,回火时间少个把小时,硬度能差好几度,韧性能差一大截。尤其高速钢、冷作钢,淬火温度高一点,碳化物溶解多了,硬度上去,韧性却直线下降;回火不充分,残余奥氏体太多,用着用着就开裂。我见过一个厂家,拿着M2高速钢做冲头,硬度弄到HRC64,结果一冲就断。后来把回火温度提高到560℃,三次回火,硬度降到HRC61,寿命反而翻了五倍。这就是热处理的神奇之处。
再吐槽下“真空热处理”这个噱头!好多小厂以为扔进真空炉就万事大吉——冷却速度不够怎么办?气淬压力不足,心部组织全成了上贝氏体,硬度根本不达标。还有,模具型腔复杂的,淬火变形怎么控制?得用分级淬火、等温淬火这些“软招”,而不是傻乎乎地油冷到底。热处理变形了,模具师傅在后面死命打磨校正,那场景想想都心累。
深冷处理也是值得聊的。零下196℃泡一泡,残余奥氏体转变成马氏体,还能析出微细碳化物。对高精度量具、冷作模具,那效果立竿见。不过得放在回火之前,工序顺序一错就全白干。很多厂图省事跳过,其实差的就是那最后10%的寿命。
实战中的灵魂三问
问:听说粉末冶金模具钢好,但贵,值得投资吗?
答:这个问题好!粉末钢因为用细小粉末烧结,没有宏观偏析,碳化物颗粒又细又匀。在冲切薄板、精密塑胶模上,寿命确实能翻几倍。但——如果你做的是粗重活,比如汽车覆盖件冲压,材料本身就很厚,模具巨大,粉末钢的优势不明显,成本却高得吓人。所以得看你的失效模式。如果老是崩角、磨损快、抛光困难,那就值得试试粉末钢。若是大件整体开裂,那先检讨设计结构和热处理工艺吧,别赖材料。
问:国产模具钢真就比进口差很多吗?你怎么看?
答:嘿,这话我敢说但不负责啊!国产像抚钢、宝钢的某些牌号,这些年的确进步巨大,比如DC53、H13电渣料,质量稳定性上来了。但和日本大同、瑞典一胜百比,差距主要在于杂质控制和性能一致性。进口钢你每一批拿到的硬度、韧性都差不多;国产的可能这批好用,下批就差点意思。如果做出口模或要求极高的,图个安心还是上进口料。常规内销件,找靠谱渠道的国产料足够了,还能省一大笔。不过千万避开那些“地条钢”黑作坊,那玩意儿就是定时炸弹。
问:模具钢选材有没有简单的套路可以分享?
答:硬要说“套路”,那就是:先看工况,再选牌号,最后定热处理。第一步,明确模具失效形式——磨损?崩裂?变形?热疲劳?第二步,根据需要的硬度、韧性、红硬性挑出候选牌号;第三步,跟热处理厂沟通工艺,务必把要求写进图纸。别最后一步省了!我遇到过模具图纸标注“热处理:HRC58-62”,结果做回来硬度合格,但全是网状碳化物,一用就崩。要是当时写上“淬火+三次回火,晶粒度≥8级”,悲剧就避免了。所以,细致,是省钱的真正法门。
最后啰嗦一句:别怕花钱做金相分析。两三百块钱,看看组织,能救你一套几万块的模具。这笔账,聪明人都算得清。
模具钢这条路,水很深,但理是通的。多研究点材料科学,少交点学费,机器转得顺,工厂自然赚钱。行了,就说这么多吧。