粉末冶金:那些教科书不会告诉你的工艺暗坑与突围路
上周去浙江一家做汽车零件的厂,看到他们正为一款油泵齿轮的强度发愁。材料是Fe-Cu-C系,密度7.0g/cm³,按理说该达标。可台架试验愣是过不去,齿根断得干脆。厂长挠头:“工艺参数都是‘标准’的,怎么就不行?” 我凑近看烧结炉温控曲线——得,问题出在降温段的斜率上。但这事儿吧,大部分手册不会写这么细。
说实话,粉末冶金这行当,入门容易,做精了太难。外人看着就是混粉、压制、烧结三部曲,可每个环节里藏着的变量,比老太太的针线盒还乱。咱们今天不聊教科书上的123,专挑那些容易掉进去的暗坑聊聊。
压制:你以为吨位够就行?
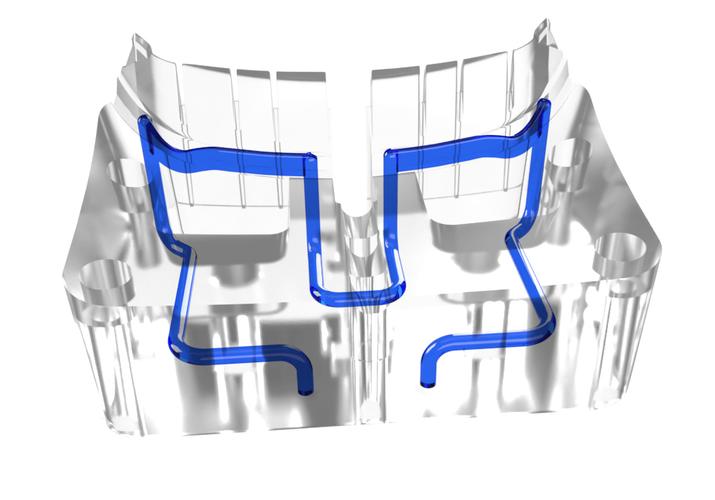
成型压机的吨位当然重要,可压力分布均匀度才是鬼门关。特别是带台阶的多台面零件,局部密度差个0.2g/cm³,烧结后尺寸能漂到让你怀疑人生。我见过最离谱的案例——江苏某厂做同步器齿毂,外径上中下三个密度值,差了0.15,结果热处理变形率高达30%。❗后来怎么解决的?居然是改了下模冲的浮动顺序,把同步动作错开0.2秒。就这么个土办法,废品率砍到5%以下。所以啊,别迷信进口压机,有时候是细节没挠到痒处。
 多台面粉末冶金零件压制密度分布图
多台面粉末冶金零件压制密度分布图
还有润滑剂。很多人觉得多加点儿脱模容易,可残留碳含量一上去,烧结件的硬度和强度直接倒挂。有次帮人调工艺,把微粉蜡比例从0.8%降到0.5%,然后适当延长混合时间,嘿,压坯强度反而上去了。因为润滑剂膜均匀了,颗粒间冷焊更充分。这玩意儿跟炒菜似的,火候差一点都不行。
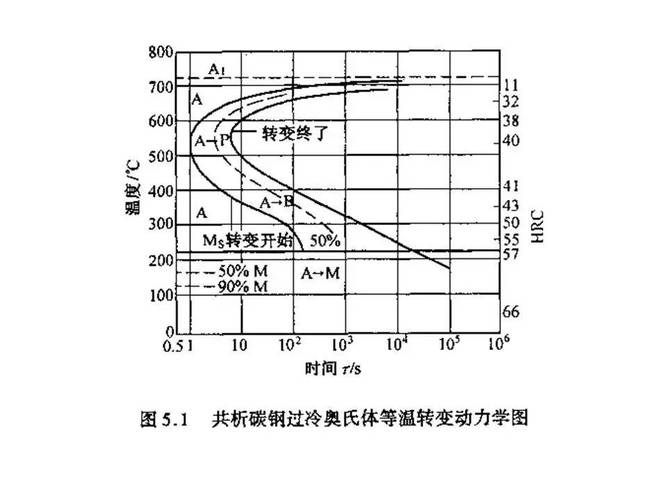
烧结:温控曲线不是死规矩
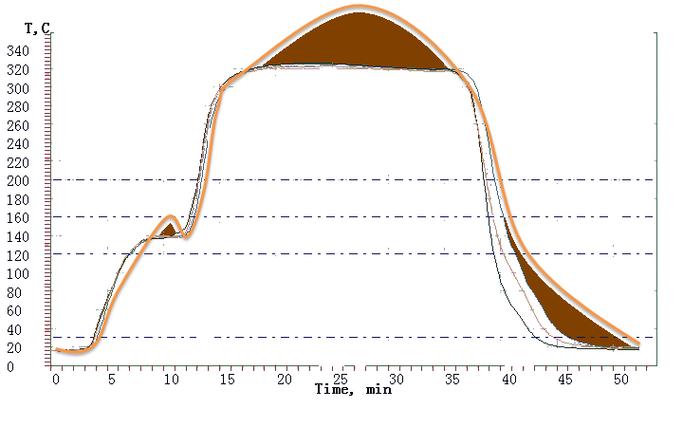 烧结:温控曲线不是死规矩
烧结:温控曲线不是死规矩
烧结炉的温区设定,好多厂家是“祖传”的,多少年不变。可原料批号一变、环境湿度一高,老曲线就坑人。现在行业里最新的做法是引入在线气氛监测,根据氧分压动态调节氢气或氮气比例。去年在深圳一个会上,看到日本一家公司展示的闭环系统,能在烧结中期把碳势波动控制在±0.05%。当时心里就一个想法:咱们中小企业什么时候能用上?💡不过也有低成本替代——每次换粉时多跑几组DTA/TG分析,摸清脱蜡和预烧结阶段的真实相变点,自己微调曲线。虽然土,但管用。
问:我司烧结后零件尺寸不稳定,公差经常超,有什么快速排查方向?
答:尺寸不稳多半出在三个地方:第一,装舟方式——石墨板变形没?零件堆叠是不是挡住了气流通道?第二,冷却速率,尤其是从850℃到室温这段,冷却快了铁基粉末中残余奥氏体多,后续时效会涨;慢了又容易产生铁素体带状组织,强度上不去。第三,批间粉末差异,哪怕同一家供应商,不同批次的颗粒形貌和氧含量都能差出天际。建议每次入厂严格检测松装密度和流速,超过5%的波动就别凑合用了。
后处理:别让整形毁了精度
粉末冶金零件为了达到IT7-IT8级精度,往往要整形。可整形余量和回弹控制是手艺人活。见过最惨的教训:给德国配套的某厂,做高压泵斜盘,整形模寿命不到2万件就拉毛了,镀层都没用。后来发现是整形前没做表面润滑处理,干摩擦加局部冷焊,模具能不坏吗?后来他们学乖了,用雾化微油喷涂,模具寿命直接翻3倍。❗就这么一层薄薄的油膜,成本几分钱,省下上万的模具费。
 粉末冶金零件整形工序前后尺寸对比图
粉末冶金零件整形工序前后尺寸对比图
问:MIM(金属注射成型)和传统粉末冶金,到底选哪个更划算?
答:这账得细算。MIM能做复杂形状,密度能到97%以上,但脱脂和烧结周期长,一套流程下来要40-60小时,而且喂料贵。传统压制烧结,适合中低复杂度,材料利用率高,单件成本低。如果你的零件带倒扣、薄壁、异形孔,量又没大到可以开精密铸模,MIM确实香;但如果只是一个平齿轮,别折腾,老老实实压制。最近看到行业里一种趋势:组合烧结——把几个压制件通过烧结焊成一体,省掉焊接工序,这招在一些发动机链轮上用得挺聪明。能省钱才是王道,对吧?
工艺上的事儿,聊起来没完。再提一嘴,现在大家都在喊智能制造,粉末冶金车间里能真正落地的其实就两块:一个是压制工序的密度在线检测,用超声波或X射线,每分钟能测几十件,发现密度偏移马上反馈压机。另一个是烧结炉的能源管理,把天然气和电的用量实时挂上系统,能挤出水份的能耗可不是小数目。去年帮一家厂做完炉子保温改造,光天然气一年省了17万——够发五个工人工资了。
最后唠叨一句:这行当越干越觉得,设备参数是死的,人的判断才是活的。多下车间闻闻气氛,摸摸模具,比看十份报告都有用。因为,粉末冶金的本质,是材料、机械和热力学的微观博弈,而数据,往往慢半拍。