注塑缺陷实战排查手册:从缩痕到飞边,一次讲透
上个月在东莞一家汽配厂,我盯着刚下机的汽车仪表盘骨架直摇头——表面那个硬币大小的凹陷,像被什么东西狠狠按了一下。缩痕。又是缩痕。旁边的技术员擦着汗说参数调了三天,材料烘了又烘,就是搞不定。我伸手摸了摸模温,心里大概有数了。注塑这行,有时候真像在解一个没有标准答案的谜题,对吧?
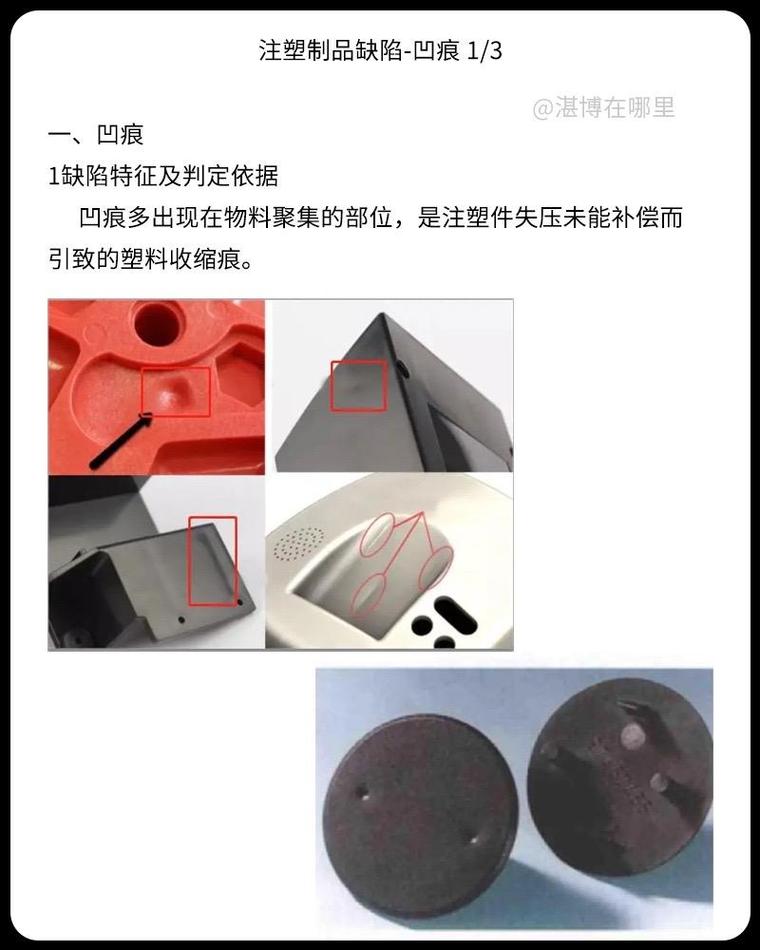
缩痕:不只是保压不足那么简单
 缩痕:不只是保压不足那么简单
缩痕:不只是保压不足那么简单
缩痕这玩意儿,说穿了就是塑料在冷却时体积收缩,局部得不到补缩。但如果你只是无脑加保压压力,等着你的可能就是粘模、应力开裂——甚至模具打不开!💡
那天我让他们先检查模温:发现定模侧90°C,动模侧只有75°C。问题瞬间明朗——不均匀的冷却导致收缩不一致,厚壁处热量堆积,固化层不足以抵抗收缩力。解决办法?调整水路,把动模侧模温提到85°C,同时优化保压曲线:从原来的单段保压改成三段递减保压。结果呢?凹陷不平的仪表盘骨架变得像婴儿皮肤一样平整。
说实话,很多注塑师傅总忽略一个点:模具温度场。你拿热成像仪扫一下模板,温差超过8°C就该警惕了。另外,浇口尺寸有没有算过?缩痕严重时,试一下把浇口加大15%,让熔体有足够的时间补进去——这个小动作,比加保压省心多了。
问:为什么有时候缩痕调没了,产品却翘曲了?
答:哈哈,这是典型的拆东墙补西墙。缩痕和翘曲是一对冤家:你强化补缩消除了凹陷,但内部应力增大了,产品冷却后不同方向收缩不同步,就翘了。解决思路是找到平衡——要么从模温均匀性下手,要么用纤维增强材料降低收缩率,或者在产品设计上增加加强筋分散应力。千万别死揪着参数不放,跳出机台看整个系统!
飞边:模具没坏,为什么还有毛刺?
飞边最让人恼火的地方是——明明模具分型面修得跟镜子似的,怎么还是跑出薄片?有一次在苏州,客户指着PBT连接器上的飞边说一定是模具精度问题。我笑了:锁模力够吗?一查,锁模力按理论值算的,但PBT流动性好,注射峰值压比保压高了一大截,瞬间涨模,飞边就这么出来了。
所以别小看注射速度这个参数。高剪切下塑料粘度下降,压力传递更猛。你试过把注射速度降下来没有?当然,有时候飞边也跟模具排气有关:气体被憋在分型面附近,形成局部高压。用刀片在飞边位置轻轻划一下,如果能看到排气槽堵塞……恭喜你,省下一笔修模费。
还有个冷知识:尼龙吸水后尺寸变大,二次加工时如果不烘干就上机,飞边概率飙升。❗️ 这些细节,老师傅心里有谱,新手往往栽跟头。
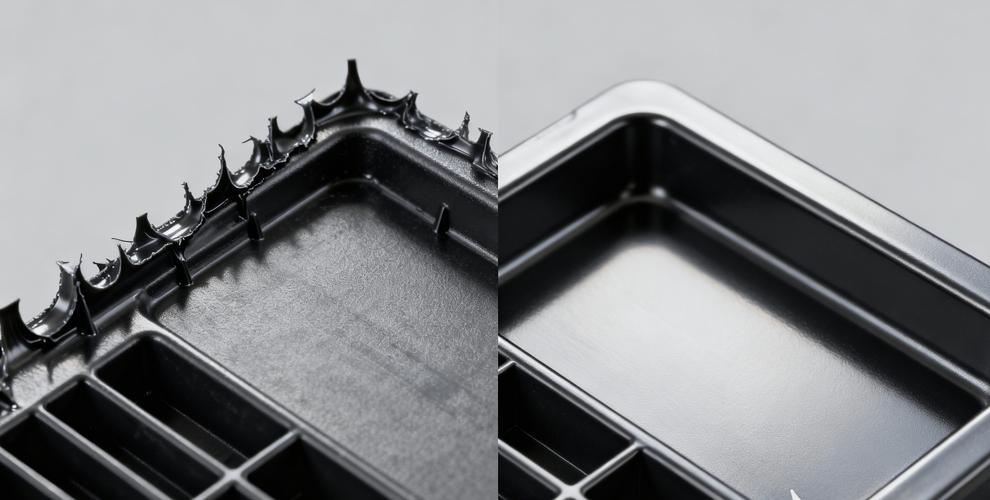 注塑模具飞边缺陷示意图
注塑模具飞边缺陷示意图
问:我们做的透明PC灯罩,偶尔出现微小的放射状飞边,像蜘蛛网一样,怎么回事?
答:蜘蛛纹飞边,大概率是模具微变形引起的。PC需要高模温(通常80-120°C),如果模框热膨胀不均匀,分型面可能产生微米级间隙。试试用模温机提前预热半小时,等稳定后再生产。另外检查一下导柱和导套的配合,磨损大了也会这样。极少数情况是锁模机构变形——拿百分表打一下模板平行度,0.05mm以内才算合格。
熔接痕:强度杀手怎么破?
熔接痕是两股料流相遇时冷料皮没完全融合。它不光是外观问题——熔接痕处的拉伸强度可能下降60%。你拿一个断裂的产品看看,断口是不是刚好在熔接痕的位置?我见过最离谱的案例:一个医疗接头,熔接痕处用手一掰就断,其他位置纹丝不动。
解决套路:第一,料温提高10-15°C,让两股料流相遇时仍有足够温度融合;第二,模具排布,如果可以,让料流汇合点避开受力区;第三,顺序阀——用热流道控制系统让料流按预定方向汇合。贵是贵点,但比召回产品强一万倍。
你信不信,有时候一个简单的冷料井就能改善。在浇口对侧加一个冷料井,把前锋冷料引过去,后续热料就能更好融合。这招成本几乎为零,却常被遗忘。
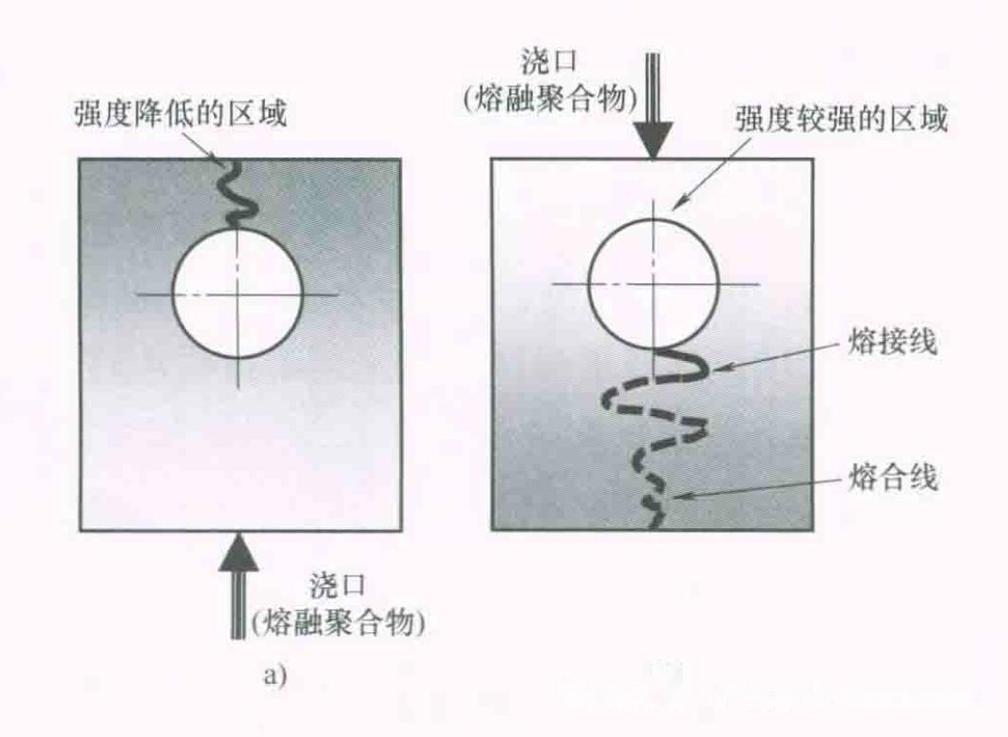 注塑熔接痕形成机理示意图
注塑熔接痕形成机理示意图
气孔与银纹:别急着怪烘干
 气孔与银纹:别急着怪烘干
气孔与银纹:别急着怪烘干
气孔往往是材料降解或水分超标,但有时候烘了4小时还不行?那你该查一下螺杆了。螺杆转速太高,空气被裹进熔体;背压太小,气体排不出。我记得有台机,背压设的0.5MPa,调高到1.5MPa后银纹立刻消失。还有,料筒温度别太狠:PVC分解产生的氯化氢气体会把熔体吹出气泡——闻到酸味就赶紧停车降温,模具都能锈掉!
最后说一句掏心窝的话:注塑问题排查,别孤立看参数。材料、模具、机器、工艺,甚至当天湿度都能给你搞出幺蛾子。我常备湿度计在手,南方的梅雨季,尼龙烘干温度不变但时间延长一倍,谁试谁知道。
注塑的魅力,就在于这种逻辑与直觉的交织。你修好一个缺陷的瞬间,那种豁然开朗的感觉——比任何东西都让人上瘾。