粉末冶金烧结:从温度曲线到缺陷控制,一位老工程师的实战笔记
我最近又遇到一批烧结件起泡,报废了整整一炉。说实话,烧结这事,看着简单——把压坯扔进炉子,加热保温冷却,完事。但真正上手,特别是要求高的结构件,处处是坑。
 粉末冶金烧结温度曲线热分析示意图
一段温度曲线设置不对,浪费多少零件。调整温度时,我习惯先快速升温到主烧结温度前50°C,然后慢爬坡,给脱脂残留物和气体逃逸的时间。保温时间也不是越长越好——晶粒一旦粗大,强度反而下降。这个度,真要靠实验堆出来。
粉末冶金烧结炉气氛露点监测装置
问:为什么烧结不锈钢件有时会变色,甚至发蓝?
答:大概率是气氛氧含量没控制好。哪怕轻微氧化,在高温下也会形成可见氧化膜。另外,出炉温度过高,气体保护切断后接触空气也会导致回色。必须确保冷却到80°C以下再开炉门,别手痒急着看结果——我就因为这习惯报废过一整盘零件。
常见缺陷:起泡、变形、尺寸失控
起泡是最恶心的。有一次,连续三炉产品表面出现鼓包,排查了温度、气氛、生坯密度,都没问题。最后发现是粉末储存受潮,压制时带入水分,烧结过程水蒸气膨胀。就这一点潮湿,让我们加班一整周。粉末存储环境必须控制湿度低于40%,尤其是细粉,比表面积大,吸潮超快。
变形和尺寸超差也让人头大。烧结收缩率通常在10-20%,各向异性。要准确预测,得用模拟软件结合实测数据反复修正。简单零件还可以靠经验,复杂形状没有模拟真的撞大运。
问:烧结收缩率如何准确预估?
答:没有捷径。先做小批量试制,测量生坯和烧结件关键尺寸,计算各向收缩系数。然后导入CAD模型进行有限元分析。我们常用MIM工艺,收缩率波动范围可以控制在±0.3%,但前提是模具精度、注射参数、烧结曲线完全稳定。每换一批粉末,重做验证。
新工艺的挑战:真空烧结与快速冷却
这几年,注射成型(MIM)和增材制造(3D打印)对烧结提出更高要求。真空烧结无污染,但某些材料容易元素挥发,成分偏差。快速冷却能细化晶粒,但热应力导致变形。我们在尝试“分压烧结”——在真空和惰性气体之间切换,效果不错。还有低压渗碳淬火一体化,直接烧结硬化,省去后续热处理,成本降低。
说实话,烧结工艺越做越深,就像做饭,火候、配料、锅具,每个细节都影响最终味道。没有万能参数,只有不断试错优化。记录好每一炉的工艺数据和结果,时间长了就能摸索出模型,比AI预测靠谱。
我从来不写什么总结——烧结永远有新问题等在前面,保持敬畏吧。最近在研究钛合金粉末的烧结,氢含量敏感得要命,稍不留神就报废,等有经验了再分享。
粉末冶金烧结温度曲线热分析示意图
一段温度曲线设置不对,浪费多少零件。调整温度时,我习惯先快速升温到主烧结温度前50°C,然后慢爬坡,给脱脂残留物和气体逃逸的时间。保温时间也不是越长越好——晶粒一旦粗大,强度反而下降。这个度,真要靠实验堆出来。
粉末冶金烧结炉气氛露点监测装置
问:为什么烧结不锈钢件有时会变色,甚至发蓝?
答:大概率是气氛氧含量没控制好。哪怕轻微氧化,在高温下也会形成可见氧化膜。另外,出炉温度过高,气体保护切断后接触空气也会导致回色。必须确保冷却到80°C以下再开炉门,别手痒急着看结果——我就因为这习惯报废过一整盘零件。
常见缺陷:起泡、变形、尺寸失控
起泡是最恶心的。有一次,连续三炉产品表面出现鼓包,排查了温度、气氛、生坯密度,都没问题。最后发现是粉末储存受潮,压制时带入水分,烧结过程水蒸气膨胀。就这一点潮湿,让我们加班一整周。粉末存储环境必须控制湿度低于40%,尤其是细粉,比表面积大,吸潮超快。
变形和尺寸超差也让人头大。烧结收缩率通常在10-20%,各向异性。要准确预测,得用模拟软件结合实测数据反复修正。简单零件还可以靠经验,复杂形状没有模拟真的撞大运。
问:烧结收缩率如何准确预估?
答:没有捷径。先做小批量试制,测量生坯和烧结件关键尺寸,计算各向收缩系数。然后导入CAD模型进行有限元分析。我们常用MIM工艺,收缩率波动范围可以控制在±0.3%,但前提是模具精度、注射参数、烧结曲线完全稳定。每换一批粉末,重做验证。
新工艺的挑战:真空烧结与快速冷却
这几年,注射成型(MIM)和增材制造(3D打印)对烧结提出更高要求。真空烧结无污染,但某些材料容易元素挥发,成分偏差。快速冷却能细化晶粒,但热应力导致变形。我们在尝试“分压烧结”——在真空和惰性气体之间切换,效果不错。还有低压渗碳淬火一体化,直接烧结硬化,省去后续热处理,成本降低。
说实话,烧结工艺越做越深,就像做饭,火候、配料、锅具,每个细节都影响最终味道。没有万能参数,只有不断试错优化。记录好每一炉的工艺数据和结果,时间长了就能摸索出模型,比AI预测靠谱。
我从来不写什么总结——烧结永远有新问题等在前面,保持敬畏吧。最近在研究钛合金粉末的烧结,氢含量敏感得要命,稍不留神就报废,等有经验了再分享。
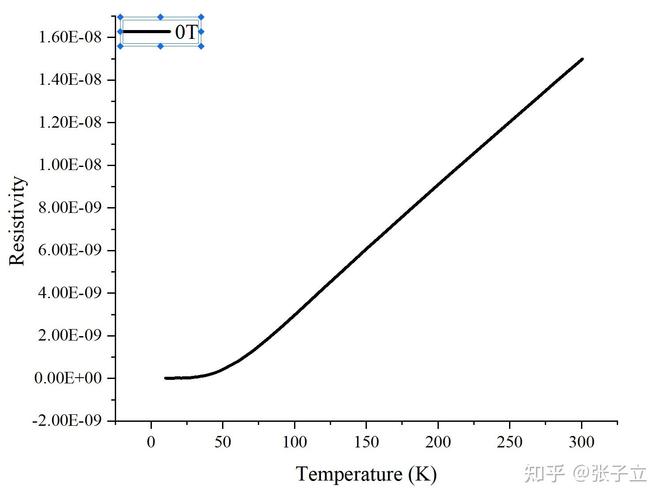
烧结温度:别迷信“标准曲线”
很多人拿到新材料,第一反应是翻手册找推荐烧结温度。手册当然有用,但千万别当圣旨。我就吃过亏:某款铁基材料,手册说1120°C,结果烧结后硬度合格,但拉伸强度差一截,断口全是未熔合的原始颗粒边界。后来做了热分析,发现粉末表面有薄氧化层,需要提高到1150°C才真正开始致密化。烧结温度的核心是让粉末颗粒间形成冶金结合,同时控制晶粒长大,这需要针对每批粉末、甚至每台炉子进行DSC/TGA分析。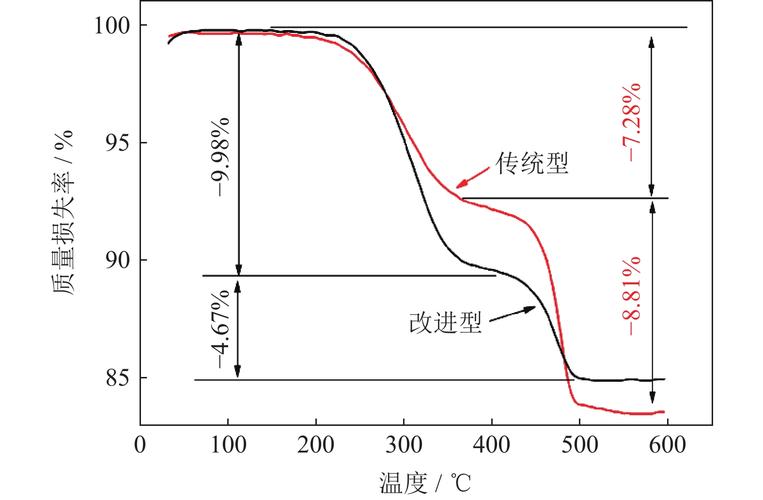 粉末冶金烧结温度曲线热分析示意图
一段温度曲线设置不对,浪费多少零件。调整温度时,我习惯先快速升温到主烧结温度前50°C,然后慢爬坡,给脱脂残留物和气体逃逸的时间。保温时间也不是越长越好——晶粒一旦粗大,强度反而下降。这个度,真要靠实验堆出来。
粉末冶金烧结温度曲线热分析示意图
一段温度曲线设置不对,浪费多少零件。调整温度时,我习惯先快速升温到主烧结温度前50°C,然后慢爬坡,给脱脂残留物和气体逃逸的时间。保温时间也不是越长越好——晶粒一旦粗大,强度反而下降。这个度,真要靠实验堆出来。
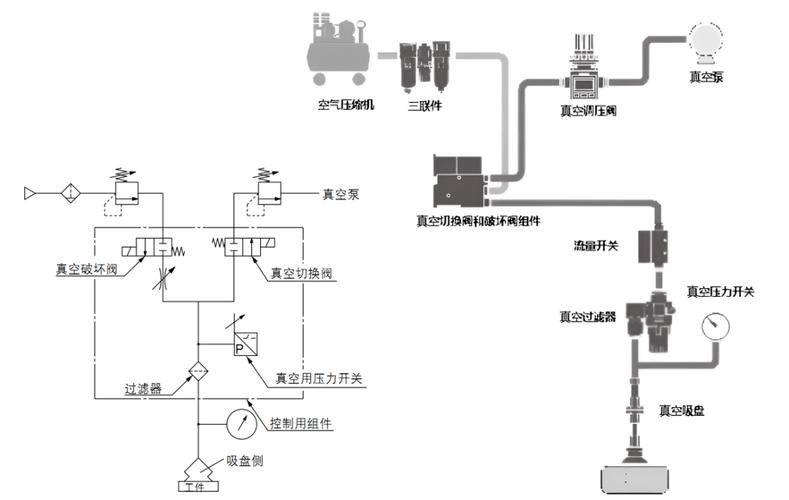
气氛控制:看不见的杀手
烧结气氛——氮氢混合气、分解氨、真空——选型错误会直接毁掉一批产品。还记得我刚开始做不锈钢烧结,用纯氢,结果出炉件表面光亮,但内部却有细小的裂纹。后来检查,是氢气的“氢脆”效应,冷却时氢气没有完全逸出。换成氮氢混合气,并且控制冷却速率,问题就解决了。气氛露点比成分更关键,哪怕氧气含量只有几十个ppm,温度一高,氧化就不可避免。我们车间现在每炉都接在线露点仪,超过-40°C立马排查。 粉末冶金烧结炉气氛露点监测装置
问:为什么烧结不锈钢件有时会变色,甚至发蓝?
答:大概率是气氛氧含量没控制好。哪怕轻微氧化,在高温下也会形成可见氧化膜。另外,出炉温度过高,气体保护切断后接触空气也会导致回色。必须确保冷却到80°C以下再开炉门,别手痒急着看结果——我就因为这习惯报废过一整盘零件。
粉末冶金烧结炉气氛露点监测装置
问:为什么烧结不锈钢件有时会变色,甚至发蓝?
答:大概率是气氛氧含量没控制好。哪怕轻微氧化,在高温下也会形成可见氧化膜。另外,出炉温度过高,气体保护切断后接触空气也会导致回色。必须确保冷却到80°C以下再开炉门,别手痒急着看结果——我就因为这习惯报废过一整盘零件。
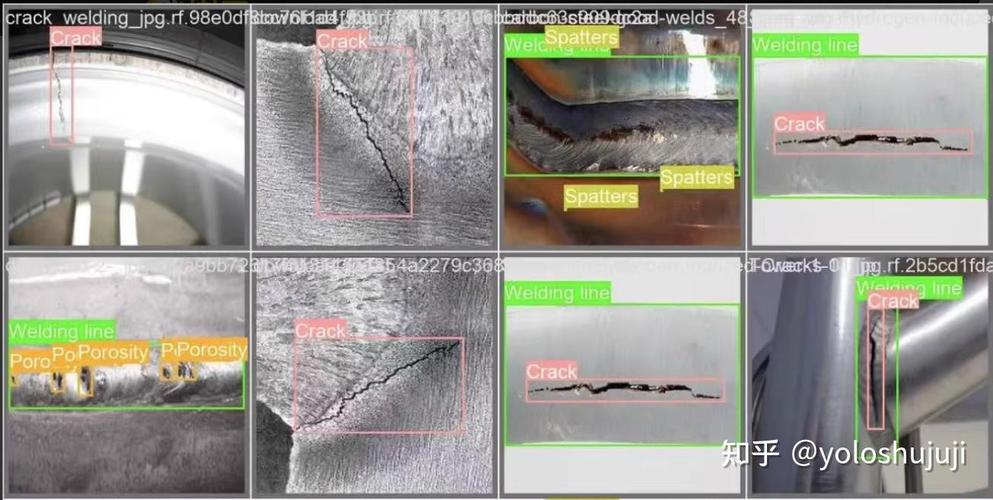
常见缺陷:起泡、变形、尺寸失控
 常见缺陷:起泡、变形、尺寸失控
起泡是最恶心的。有一次,连续三炉产品表面出现鼓包,排查了温度、气氛、生坯密度,都没问题。最后发现是粉末储存受潮,压制时带入水分,烧结过程水蒸气膨胀。就这一点潮湿,让我们加班一整周。粉末存储环境必须控制湿度低于40%,尤其是细粉,比表面积大,吸潮超快。
变形和尺寸超差也让人头大。烧结收缩率通常在10-20%,各向异性。要准确预测,得用模拟软件结合实测数据反复修正。简单零件还可以靠经验,复杂形状没有模拟真的撞大运。
问:烧结收缩率如何准确预估?
答:没有捷径。先做小批量试制,测量生坯和烧结件关键尺寸,计算各向收缩系数。然后导入CAD模型进行有限元分析。我们常用MIM工艺,收缩率波动范围可以控制在±0.3%,但前提是模具精度、注射参数、烧结曲线完全稳定。每换一批粉末,重做验证。
常见缺陷:起泡、变形、尺寸失控
起泡是最恶心的。有一次,连续三炉产品表面出现鼓包,排查了温度、气氛、生坯密度,都没问题。最后发现是粉末储存受潮,压制时带入水分,烧结过程水蒸气膨胀。就这一点潮湿,让我们加班一整周。粉末存储环境必须控制湿度低于40%,尤其是细粉,比表面积大,吸潮超快。
变形和尺寸超差也让人头大。烧结收缩率通常在10-20%,各向异性。要准确预测,得用模拟软件结合实测数据反复修正。简单零件还可以靠经验,复杂形状没有模拟真的撞大运。
问:烧结收缩率如何准确预估?
答:没有捷径。先做小批量试制,测量生坯和烧结件关键尺寸,计算各向收缩系数。然后导入CAD模型进行有限元分析。我们常用MIM工艺,收缩率波动范围可以控制在±0.3%,但前提是模具精度、注射参数、烧结曲线完全稳定。每换一批粉末,重做验证。
新工艺的挑战:真空烧结与快速冷却
 新工艺的挑战:真空烧结与快速冷却
这几年,注射成型(MIM)和增材制造(3D打印)对烧结提出更高要求。真空烧结无污染,但某些材料容易元素挥发,成分偏差。快速冷却能细化晶粒,但热应力导致变形。我们在尝试“分压烧结”——在真空和惰性气体之间切换,效果不错。还有低压渗碳淬火一体化,直接烧结硬化,省去后续热处理,成本降低。
说实话,烧结工艺越做越深,就像做饭,火候、配料、锅具,每个细节都影响最终味道。没有万能参数,只有不断试错优化。记录好每一炉的工艺数据和结果,时间长了就能摸索出模型,比AI预测靠谱。
我从来不写什么总结——烧结永远有新问题等在前面,保持敬畏吧。最近在研究钛合金粉末的烧结,氢含量敏感得要命,稍不留神就报废,等有经验了再分享。
新工艺的挑战:真空烧结与快速冷却
这几年,注射成型(MIM)和增材制造(3D打印)对烧结提出更高要求。真空烧结无污染,但某些材料容易元素挥发,成分偏差。快速冷却能细化晶粒,但热应力导致变形。我们在尝试“分压烧结”——在真空和惰性气体之间切换,效果不错。还有低压渗碳淬火一体化,直接烧结硬化,省去后续热处理,成本降低。
说实话,烧结工艺越做越深,就像做饭,火候、配料、锅具,每个细节都影响最终味道。没有万能参数,只有不断试错优化。记录好每一炉的工艺数据和结果,时间长了就能摸索出模型,比AI预测靠谱。
我从来不写什么总结——烧结永远有新问题等在前面,保持敬畏吧。最近在研究钛合金粉末的烧结,氢含量敏感得要命,稍不留神就报废,等有经验了再分享。