工业电阻加热:别把简单事儿搞砸了——资深工程师的选型与节能实战
干了二十多年热处理,我见过太多电阻加热系统被当成“插电就热”的傻瓜设备。结果呢?电费高得离谱,元件三天两头烧断,控温精度像个笑话。电阻加热,真正的难点从来不在原理,而在细节。 很多厂家连最基本的选型都稀里糊涂,更别提节能优化了——简直是在烧钱玩儿。
电阻加热,真没那么简单
课本上就一个焦耳定律:Q=I²Rt。可现场有几个工程师真会拿着万用表去核算电流密度的?我告诉你,不算清楚这些,轻则元件寿命打对折,重则整条产线停工。 电阻加热的核心是元件材料——镍铬合金、铁铬铝合金、碳化硅、二硅化钼……每种对应不同的温度区间、气氛条件和抗腐蚀要求。比如说,氮气保护炉里用铁铬铝?几个月就脆得像饼干。❗ 我不是吓唬你,去年浙江一家紧固件厂就这么干的,损失几十万。
还有那个该死的表面负荷(W/cm²)。设计时多那么零点几瓦,元件看着也能红,但寿命从两年直接缩到半年。你说这算不算坑?所以我现在看到图纸上标着“电阻丝,功率 XX kW”,却不提元件规格和表面负荷,就想把图纸摔回去。
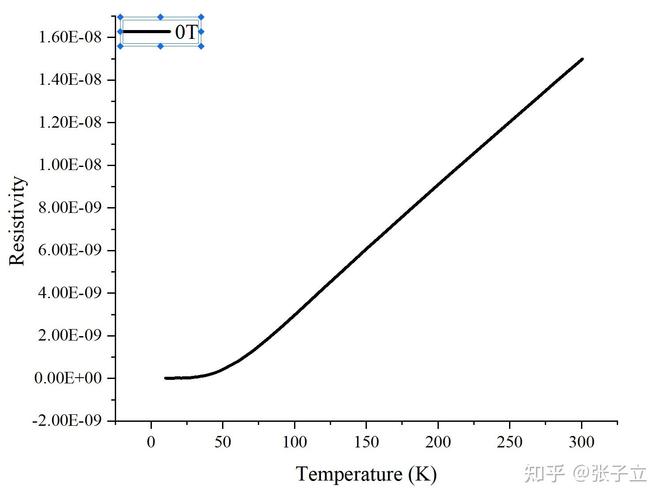 工业电阻加热元件镍铬合金与铁铬铝耐温曲线对比图
工业电阻加热元件镍铬合金与铁铬铝耐温曲线对比图
选型坑太多,我踩过你就不用踩了
刚入行时师傅教我:“电阻炉嘛,功率往大里算不会错。” 后来发现这纯粹是害人。功率过大不仅浪费变压器容量,而且让控制变得极其困难,温度过冲能超几十度。正确做法是根据负载的比热容、重量、升温速率反推,再考虑热损失。 这过程繁琐,但值得。
举个例子,同样一个淬火炉,处理模具钢和处理铝合金,功率配置能差一倍。如果不分青红皂白都用一个设计,要么干不了活,要么能耗翻番。还有,气氛环境——有氢气的炉子,元件表面负荷必须降到普通空气炉的一半以下,否则很容易氢脆。💡 这些细节,供应商往往不会主动告诉你。
我亲身经历过一档事:一个自称“经验丰富”的供应商给一台真空回火炉配了普通镍铬丝,结果1200℃没用几天就变形塌落。换二硅化钼,贵是贵,但用到现在五年没出问题。选型时的抠门,后期运维成本十倍偿还。
 工业电阻加热炉内部陶瓷纤维模块与加热元件布局实拍图
工业电阻加热炉内部陶瓷纤维模块与加热元件布局实拍图
问:电阻加热用什么温控方式最靠谱?
答:别再用那种老掉牙的位式控制器了,温度波动能到十几度,对精密热处理简直是灾难。现在标配是 PID 算法加 SCR 电力调整器,最好再带上分程控制和自适应功能。如果炉子分多区,一定要做功率限幅和交叉限幅,否则各区间互相干扰,永远稳不住。我一般推荐用带通讯的智能温控表,配合上位机记录曲线,出了问题能追溯。✅ 这钱不要省。
问:电阻加热效率真的比感应加热低吗?
答:这是个伪命题。电阻加热本身电热转换效率几乎是100%,但系统效率确实可能低于感应加热,因为电阻加热通常靠传导和对流,升温慢,散热多。不过,如果工件导热性差或者形状不规则,电阻加热的均匀性优势就出来了。所以没有绝对高低,看具体工艺。 我见过一家轴承厂把电阻退火炉改成感应,结果心部硬度不均,又乖乖改回来。
节能,从细节抠出来真金白银
电费越来越贵,老板天天喊降本,电阻加热的节能潜力其实很大。但很多人只盯着元件效率,忘了保温才是大头。一台老式砖砌电阻炉,炉壁温度烫手,一半电能都跑掉了。改成全陶瓷纤维模块,炉皮温降能降40℃以上,年省电费够买辆好车。 如果再配合炉内气体循环风机,温度均匀性提升,保温时间还可以缩短。
另外,负载匹配别忽视。很多炉子变压器余量过大,本身空载损耗就高。适当配置变压器容量,或者采用多台炉子共用直流母线技术(现在挺火的),能回收制动能量。虽然前期投入高,但大型连续线两年内就能回本。我去年改造的一个汽车零部件热处理产线,通过这些措施,单位产品电耗下降了22%。 老板合不拢嘴,我倒是觉得理所当然——工业节能,本来就是该做的事。
还有一个最容易忽略的点:SCR 调功器的谐波。谐波大不仅罚款,还会让变压器发热,额外增加损耗。加装无源滤波器或者用有源滤波装置,这笔账要算清楚。有时候供电局不会主动告诉你功率因数罚款的事,等你发现时已经晚了。❗
问:老炉子改智能控制能省多少电?值得吗?
答:得看原炉况。如果原来是用接触器通断,改成 SCR 调功加智能温控,通常能省 10% ~ 25%,因为消除了接触器火花损耗和温度过冲的回调浪费。同时,炉体保温也别烂着,先做个热成像诊断,哪儿跑火修哪儿。综合改造,一般两年内回收成本很轻松。💡 还有,不少地方有节能补贴政策,别忘了申请。
最后想说,电阻加热技术虽然老,但绝不是一潭死水。 新材料如金属泡沫加热元件,新工艺如脉冲加热技术,都在突破传统效率瓶颈。咱们干工业的,别总觉得“能用就行”,多较真一点,产线就强一点。电阻加热这东西,你尊重它,它就给你稳稳当当省下真金白银。