钎焊:被低估的精密连接艺术
你知道吗?在航天发动机里,有些零件连接,根本不允许有一丝变形。钎焊就这么悄无声息地解决了难题。它不像电弧焊那样火花四溅、轰轰烈烈——说实话,有时候我甚至觉得它像个温柔的金属红娘。
但千万别误以为它简单。搞不好,一个微米级的间隙偏差,就能让整个组件报废。
硬钎焊和软钎焊:别被名字骗了
很多人以为,“硬”就代表牢固,“软”就是凑合——大错特错!硬钎焊的填充金属熔点高于450℃,接头强度能超过母材?在某些设计中确实可以,比如铜基钎料钎焊不锈钢。而软钎焊呢,熔点低于450℃,电器线路板上的那些闪亮焊点就是典型。但软钎焊也有它致命的温柔,比如在精密电子封装中,应力小到可以忽略。
不过话说回来,选哪种,全看服役条件。高温?腐蚀?振动?每一点都必须斤斤计较。💡
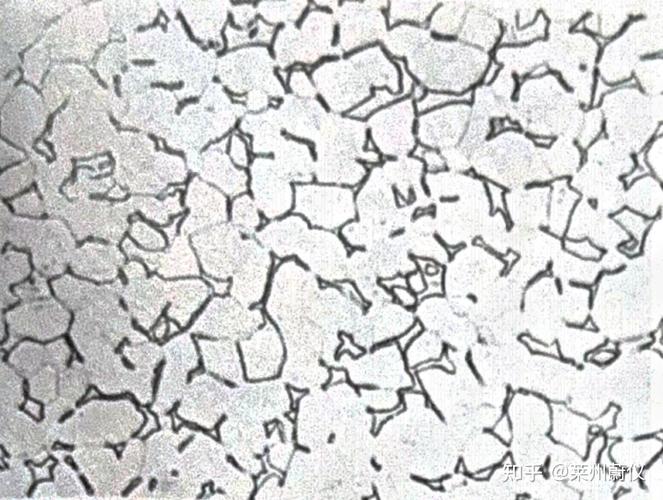 硬钎焊不锈钢接头微观组织图
硬钎焊不锈钢接头微观组织图
有一次我们去给某汽车零部件厂解决问题——他们的EGR冷却器钎焊后总是泄漏。真空炉参数来回调了十几遍,最后发现,不是温度不对,而是工装夹具的膨胀系数没算准,导致高温下间隙跑偏。看,这就是钎焊工艺的狡猾之处:理论是理论,动手才知道坑有多深。😤
真空钎焊:当洁净度成为信仰
如果你没见过真空钎焊,想象一下:零件在10⁻⁴ Pa的真空里加热,填充金属熔化、润湿、毛细流动,全程没有助焊剂,没有氧化,出来的接头光亮如镜。航空航天、医疗器械、半导体设备——凡是要求极端洁净的地方,都是它的主场。
但别盲目崇拜。真空钎焊的成本高得吓人。一台钼加热的真空炉,光抽真空就要几小时,耗电量惊人。而且,不是所有材料都适合。比如含锌、镉的钎料,在真空里会挥发,污染炉子,甚至损坏真空机组。所以,钎料选择必须匹配工艺。
 真空钎焊炉内部加热组件
真空钎焊炉内部加热组件
说到钎料,我还踩过坑。曾经给一种镍基高温合金配钎料,查手册选了BNi-2,熔点和润湿性都没问题,结果用在薄壁件上,硅元素扩散导致母材脆化,轻轻一掰就裂!后来改用含硼少的钎料,才勉强过关。所以啊,手册只是起点,真正的钎焊连接设计里,冶金相容性比什么都重要。
Q&A:钎焊的灵魂拷问
 Q&A:钎焊的灵魂拷问
Q&A:钎焊的灵魂拷问
问:什么时候该用钎焊而不是普通焊接?
答:三种情况我直接推荐钎焊。第一,异种金属连接,比如铜和不锈钢,熔焊容易产生裂纹,钎焊能避开互熔问题。第二,薄壁或精密件,熔焊的变形让你想哭,钎焊加热均匀,变形小得多。第三,批量生产,像制冷管路、刀具镶焊,十几个甚至几十个接头同时进炉,效率碾压。但记住,钎焊接头间隙必须严格控制在0.03-0.08mm左右,否则毛细作用失效,强度断崖式下降。✅
问:真空钎焊一定比普通钎焊贵很多吗?
答:纯粹从单件成本看,贵!但算总账就不一定了——真空钎焊后的零件不需要后续清洗、无氧化层,有些场合能省掉好几道工序。而且,像钛合金、锆合金这种活泼金属,大气中钎焊必须用腐蚀性助焊剂,清理不彻底反而埋下隐患。所以,高科技领域几乎没得选,贵也得用。不过,如果你的产品只是普通钢件,气氛保护钎焊可能更划算,这是个经济账。
未来:钎焊正在悄悄变聪明
 未来:钎焊正在悄悄变聪明
未来:钎焊正在悄悄变聪明
这两年,我注意到活性钎焊技术火起来了。它直接在钎料里添加Ti、Zr等活性元素,能润湿陶瓷、石墨这些公认难焊的材料,不需要金属化预处理。这下,半导体散热板、陶瓷传感器封装一下子就打开了新天地。还有激光钎焊,热量高度集中,热影响区小到极致,用在电子微连接、医疗器械组装上,简直是显微外科般的操作。
说实话,工业4.0的风也吹到了钎焊领域。智能炉温控制、钎料预置视觉检测,甚至AI预测接头寿命……这些不是科幻,已经在某些高端产线跑起来了。但再怎么智能,人的经验仍是不可替代的。比如“润湿角”漂亮不漂亮,老师傅看一眼比摄像头靠谱。这就是工艺的魅力——科学和手艺的交织。👨🏭
最后啰嗦一句:别把钎焊当成低端焊接。它是一门精细活,一种在热力学边界上跳舞的金属艺术。下次当你拿起手机、乘坐飞机时,说不定就有一颗钎焊的零件在安静地服役。