螺纹连接那些坑,以及怎么爬出来——一个老机械的心里话
我入行十五年,拧过的螺栓能绕车间三圈。螺纹连接?听着跟吃饭一样平常。可就是这平常玩意儿,翻车翻得我半夜惊醒。今天不聊虚的,全是我踩过的坑、流过的汗。
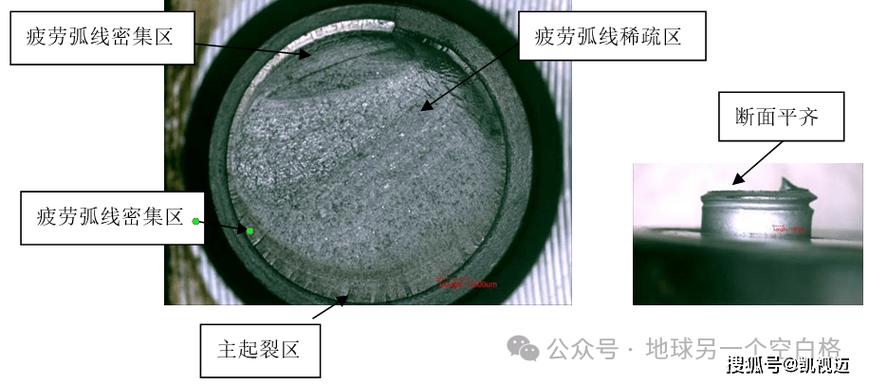 螺纹连接疲劳断裂失效剖面图
螺纹连接疲劳断裂失效剖面图
预紧力——90%的故障根源
你猜怎么着?多数螺纹连接失效,压根不是螺栓强度不够。是预紧力没搞对。这个鬼东西,大了螺栓拉断,小了松脱剪切。手册上写扭矩法多精准,可车间里那气动扳手,误差能飘到30%。我上个月就处理一起:M20高强螺栓,明明打到400牛·米,跑三天全松了。一查,螺纹上有机油没擦——扭矩全耗在摩擦上了,实际预紧力不到三分之一。这找谁说理去?
所以现在我盯着手下:螺纹副必须干净,润滑不能乱来。螺栓伸长量直接测更保险,可那玩意儿费时间。哎,干活儿就是这样,省事的地方往往埋着雷。
防松?别只信弹簧垫圈
一说防松,老师傅就甩给你弹簧垫圈。可振动台上跑一圈,它最先败阵。开口端刺进母材,反而帮倒忙。实话难听:GB/T 93 垫圈在重要联接里,我直接禁用。那用啥?
- 尼龙锁紧螺母:好使,但别超80℃,不然尼龙软化全完蛋。💡
- 楔形防松螺纹:比如施必牢,底径有个30°斜面,摩擦均匀得像磁铁吸着,横向振动它最扛揍。贵是贵点,值。
- 涂胶:厌氧胶,小螺栓救星。不过抹之前洗干净油,不然胶水睡大觉。❗
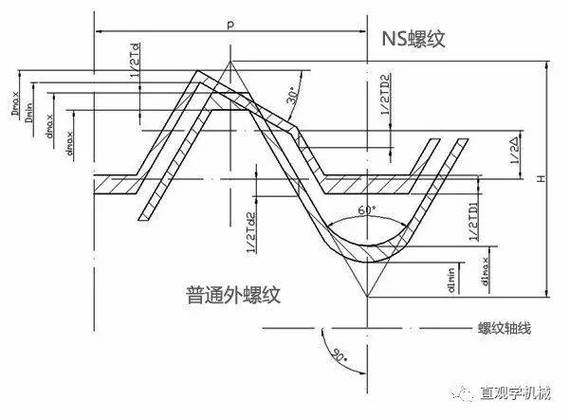 楔形防松螺纹与普通螺纹接触应力对比图
楔形防松螺纹与普通螺纹接触应力对比图
有一次,一台冲压机地脚螺栓三天两头松,换楔形螺纹后,到现在五个月没紧过。爽。
不过话说回来,没有万能药。高温、强酸碱,你还得老老实实上机械锁片或串联钢丝。见过200℃烘箱里用尼龙防松的菜鸟吗?那场面,螺栓全自由落体了。
选型时那些纠结
细牙还是粗牙?听着简单。粗牙耐造,容易装配,适合软材料。可空间窄、要微调,细牙就是命。做夹具那几年,我全用细牙,夹紧力调得顺滑。但车间一抱怨难拧,生产经理就冲我吼。能怎么办?设计本就是妥协的艺术。
还有螺纹长度——多数人按公称直径1.5倍选,但铝件你必须加深,否则滑牙滑到你怀疑人生。我的经验:铸铁1.5d,铝合金少说2d,尼龙得3d带金属嵌件。别问我怎么知道的,几千个报废件垫出来的教训。💸
问:拧紧力矩到底怎么算准?总不能每次都试验吧。
答:试验最准,但实务上有个公式:T = K × F × d。K是拧紧系数,跟润滑、摩擦相关,普通钢材无润滑取0.2,二硫化钼膏就降到0.12。F是你想要的预紧力(通常取屈服强度70%)。d是螺纹公称直径。不过K值波动大,我建议重要场合用预应力传感器实测几次再批量,别懒。
问:振动环境下,哪种防松真的可靠?别跟我说打螺纹胶,大螺栓拆不下来。
答:哈哈,戳到痛处。振动分高频低幅、低频大位移。螺栓头下磨损、内螺纹剪切,防松要组合拳。我目前最信赖楔形螺纹+精密装配。先扭矩法预紧,再转角法控制伸长。对于特大螺栓,液压拉伸器直接拉,防松效果拔群。当然,定期巡检永远少不了。别指望一次拧完万事大吉,那不科学。
装配:细节里藏着魔鬼
 装配:细节里藏着魔鬼
装配:细节里藏着魔鬼
螺栓不是越紧越好。见过拧到颈缩的么?疲劳寿命直接打三折。交叉拧紧、分步加载,这些书上都有,可现场工人嫌麻烦。我的办法:把扭矩扳手设成两段,初拧60%,终拧100%,贴彩色标签。至少,他们看着颜色会停手——这算不算行为心理学?
还有,拆过的螺栓,千万别直接复用。螺纹副已经塑性变形了,尤其高强度螺栓,一拆就废。除非你装上力矩角度监控仪,发现伸长量还在弹性区。可谁有那闲工夫?换新的,最经济。
最后吐个槽:不少年轻工程师,图纸上标个“拧紧力矩300N·m”,完事。没指定润滑油,没提防松措施,没考虑温度波动。装配车间抓着图纸找你麻烦时,那才叫尴尬。所以,我现在每个联接点都写三行备注:拧紧方式、防松要求、复检周期。啰嗦吗?不,是保命。
螺纹连接,说到底是门手艺,带点玄学。机器轰鸣时,每个螺栓都在唱歌。你听懂它们,就听懂了工业的心跳。