锻件,比你想象的更酷
啪啪啪——液压锤砸下去那声闷响,震得脚底板发麻。我入行快二十年了,每次站到锻造车间,还是忍不住心跳加速。你知道吗?锻件这玩意儿,看着憨粗笨重,其实是工业里的“硬核玩家”。
它不像铸件,钢水一浇完事;也不像机加工,车铣刨磨慢悠悠。锻造就一个字:砸!把烧得透亮的钢坯,搁在压机或锤头下,反复碾压、墩粗、拔长,硬生生把金属纤维揉捏成你想要的流线。这过程,暴力又精准。
 万吨级自由锻液压机正在锻造大型轴类锻件
万吨级自由锻液压机正在锻造大型轴类锻件
说穿了,秘密就在金属流线。铸件晶粒粗大,内部往往有缩松,力学性能各向异性不明显——说白了像个瓷实的面团,一掰便断。锻件呢?通过塑性变形,把铸锭里的疏松、偏析压实焊合,晶粒被拉长细化,沿着零件轮廓形成贯穿的纤维组织。这种流线,简直是为承载而生!比如连杆,受力方向就沿着锻出的纤维走,抗拉、抗疲劳能力蹭蹭涨。
不过话说回来,光砸可不够。温度、变形量、模具润滑……变量多到令人头皮发麻。记得有次试制一种镍基高温合金锻件,加热窗口窄得像刀锋,偏偏压机速度没调好,一连废了三批。当时真想把测温仪摔了——但又能怪谁?锻造就是和金属较劲的艺术。
## 工艺进化:从蒸汽锤到智能压机
你可能觉得锻造无非是铁匠铺的升级版。大错特错!现代锻造车间里,电液锤、快锻机、伺服压机早就是主力。伺服压机尤其值得说——它能精确控制滑块的速度、位置、压力,用软件定义一条锻造曲线,这在过去靠老师傅手感,天壤之别。✅
还有等温锻造,模具和坯料保持同一高温,专门对付钛合金、高温合金这些“倔脾气”材料。航空发动机涡轮盘,就必须这么干。不然晶粒长大,高温性能直接崩盘。想当年为了攻克一个盘件的等温锻工艺,团队连熬三个通宵,最后成了!那种成就感,啧。
问:航空发动机叶片为什么非锻不可?不能直接铸出来再加工吗?
答:问得好。涡轮叶片确实有铸造的,比如定向凝固单晶叶片,那是为了耐超高温。但压气机叶片,尤其是前几级,工作温度不高却承受巨大的离心力和气动弯应力,必须用锻件。锻出的钛合金叶片流线连续、组织致密,疲劳寿命比同材质铸件高出一大截。而且锻造能实现叶身扭型、榫头等复杂形状近净成形,省料又省时。❗顺便提一句,现在还有叶片精密锻造,直接锻出叶型,后续只抛光,效率极高。
问:锻件表面那层黑皮,加工时要完全去除吗?听说黑皮硬度很高?
答:确实,那层氧化皮硬得跟玻璃渣似的,刀具碰上就崩刃。但要不要全去,得看场合。一般结构件,黑皮会保留部分,只要不影响装配和疲劳,还省了加工费。但关键承载部位,像轴承座、齿轮坯,必须把黑皮车干净。因为黑皮下可能有脱碳层或微裂纹,不做掉,应力集中起来,断裂就是早晚的事。💡我有次贪图省事没去净,结果装机试车直接裂了,血泪教训。
锻件金属流线仿真图与实物截面流线对比
锻件出问题,好多是内部裂纹或白点——氢致裂纹。这些缺陷肉眼根本看不见。所以超声波探伤就是我们的第三只眼。大型转子锻件,得用直探头、斜探头扫查几个钟头,波形稍有异常就判废。还有磁粉探伤,对付表面及近表面裂纹灵得很。曾经有一批吊钩锻件,磁粉一撒,细如发丝的裂纹全显形了,想想后怕——要是装上起吊重物断了,那后果……
这几年,相控阵超声逐渐普及,成像更直观。配合三维锻造模拟软件,比如Deform、Simufact,在计算机上先预演缺陷可能位置,再到实物上重点探测。模拟+实测,双保险。有人说锻造太传统,可你看看,数据驱动的智能制造,锻造行业一样没落下。
听到过这种论调。我大笑——至少眼前不可能。3D打印擅长复杂内流道、小批量,但论大批量、大尺寸、高性能,锻件依然碾压。更何况,增材制造+锻造的混合路线已经冒头:先打印出近形毛坯,再锻造压实,取长补短。比如GE的发动机支架,就是这么玩的。
行业里现在最火的是轻量化锻件,铝合金、镁合金锻件在新能源车身上用量激增。还有在线监测,传感器贴在模具上,实时显示打击力、温度变化,发现有畸变马上调整。老师傅的耳朵听锤声辨质量,渐渐换成AI来辨了。说到底,只要人类还需要转动、需要结构件,锻件就死不了。它撑起了汽车轮子、飞机龙骨、核电站主泵壳……真就是工业的脊梁骨。
下次再看见报纸或视频里那些红通通的锻件,别光觉得热。那每一锤,砸下去的都是物理学的极限和工程师的执念。
它不像铸件,钢水一浇完事;也不像机加工,车铣刨磨慢悠悠。锻造就一个字:砸!把烧得透亮的钢坯,搁在压机或锤头下,反复碾压、墩粗、拔长,硬生生把金属纤维揉捏成你想要的流线。这过程,暴力又精准。
 万吨级自由锻液压机正在锻造大型轴类锻件
万吨级自由锻液压机正在锻造大型轴类锻件
为什么锻件强度那么逆天?
说穿了,秘密就在金属流线。铸件晶粒粗大,内部往往有缩松,力学性能各向异性不明显——说白了像个瓷实的面团,一掰便断。锻件呢?通过塑性变形,把铸锭里的疏松、偏析压实焊合,晶粒被拉长细化,沿着零件轮廓形成贯穿的纤维组织。这种流线,简直是为承载而生!比如连杆,受力方向就沿着锻出的纤维走,抗拉、抗疲劳能力蹭蹭涨。
不过话说回来,光砸可不够。温度、变形量、模具润滑……变量多到令人头皮发麻。记得有次试制一种镍基高温合金锻件,加热窗口窄得像刀锋,偏偏压机速度没调好,一连废了三批。当时真想把测温仪摔了——但又能怪谁?锻造就是和金属较劲的艺术。
## 工艺进化:从蒸汽锤到智能压机
你可能觉得锻造无非是铁匠铺的升级版。大错特错!现代锻造车间里,电液锤、快锻机、伺服压机早就是主力。伺服压机尤其值得说——它能精确控制滑块的速度、位置、压力,用软件定义一条锻造曲线,这在过去靠老师傅手感,天壤之别。✅
还有等温锻造,模具和坯料保持同一高温,专门对付钛合金、高温合金这些“倔脾气”材料。航空发动机涡轮盘,就必须这么干。不然晶粒长大,高温性能直接崩盘。想当年为了攻克一个盘件的等温锻工艺,团队连熬三个通宵,最后成了!那种成就感,啧。
问:航空发动机叶片为什么非锻不可?不能直接铸出来再加工吗?
答:问得好。涡轮叶片确实有铸造的,比如定向凝固单晶叶片,那是为了耐超高温。但压气机叶片,尤其是前几级,工作温度不高却承受巨大的离心力和气动弯应力,必须用锻件。锻出的钛合金叶片流线连续、组织致密,疲劳寿命比同材质铸件高出一大截。而且锻造能实现叶身扭型、榫头等复杂形状近净成形,省料又省时。❗顺便提一句,现在还有叶片精密锻造,直接锻出叶型,后续只抛光,效率极高。
问:锻件表面那层黑皮,加工时要完全去除吗?听说黑皮硬度很高?
答:确实,那层氧化皮硬得跟玻璃渣似的,刀具碰上就崩刃。但要不要全去,得看场合。一般结构件,黑皮会保留部分,只要不影响装配和疲劳,还省了加工费。但关键承载部位,像轴承座、齿轮坯,必须把黑皮车干净。因为黑皮下可能有脱碳层或微裂纹,不做掉,应力集中起来,断裂就是早晚的事。💡我有次贪图省事没去净,结果装机试车直接裂了,血泪教训。
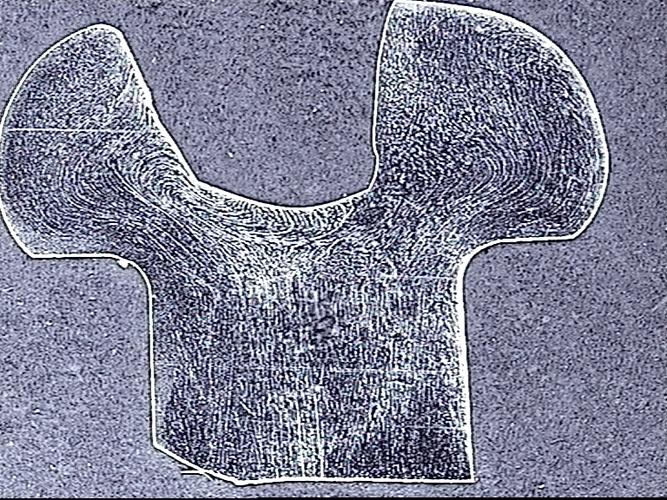 锻件金属流线仿真图与实物截面流线对比
锻件金属流线仿真图与实物截面流线对比
无损检测:给锻件做“B超”
锻件出问题,好多是内部裂纹或白点——氢致裂纹。这些缺陷肉眼根本看不见。所以超声波探伤就是我们的第三只眼。大型转子锻件,得用直探头、斜探头扫查几个钟头,波形稍有异常就判废。还有磁粉探伤,对付表面及近表面裂纹灵得很。曾经有一批吊钩锻件,磁粉一撒,细如发丝的裂纹全显形了,想想后怕——要是装上起吊重物断了,那后果……
这几年,相控阵超声逐渐普及,成像更直观。配合三维锻造模拟软件,比如Deform、Simufact,在计算机上先预演缺陷可能位置,再到实物上重点探测。模拟+实测,双保险。有人说锻造太传统,可你看看,数据驱动的智能制造,锻造行业一样没落下。
锻件未来:还会被3D打印取代吗?
听到过这种论调。我大笑——至少眼前不可能。3D打印擅长复杂内流道、小批量,但论大批量、大尺寸、高性能,锻件依然碾压。更何况,增材制造+锻造的混合路线已经冒头:先打印出近形毛坯,再锻造压实,取长补短。比如GE的发动机支架,就是这么玩的。
行业里现在最火的是轻量化锻件,铝合金、镁合金锻件在新能源车身上用量激增。还有在线监测,传感器贴在模具上,实时显示打击力、温度变化,发现有畸变马上调整。老师傅的耳朵听锤声辨质量,渐渐换成AI来辨了。说到底,只要人类还需要转动、需要结构件,锻件就死不了。它撑起了汽车轮子、飞机龙骨、核电站主泵壳……真就是工业的脊梁骨。
下次再看见报纸或视频里那些红通通的锻件,别光觉得热。那每一锤,砸下去的都是物理学的极限和工程师的执念。